
Machinists often struggle with poor chip evacuation, which leads to premature tool wear, catastrophic cutter breakage, and marred surface finishes. While standard funding sources and capital budgets are frequently directed toward upgrading heavy machinery or purchasing premium tooling to resolve these thermal issues, the key often lies in fluid dynamics. Optimizing your delivery method-specifically choosing between flood and mist coolant-grants operators a dramatic increase in tool longevity and surface quality without requiring massive reinvestments.
However, this performance boost comes with the stipulation that fluid delivery pressure, volume, and nozzle placement must be precisely calibrated to the specific workpiece material. Leading aerospace machine shops routinely leverage these targeted coolant strategies to maintain strict tolerance standards.
This article examines the mechanical differences between flood and mist systems, compares their chip evacuation efficiency under high-load conditions, and provides a strategic framework for selecting the optimal delivery method for your milling machine operations.
| Factor | Summary |
|---|---|
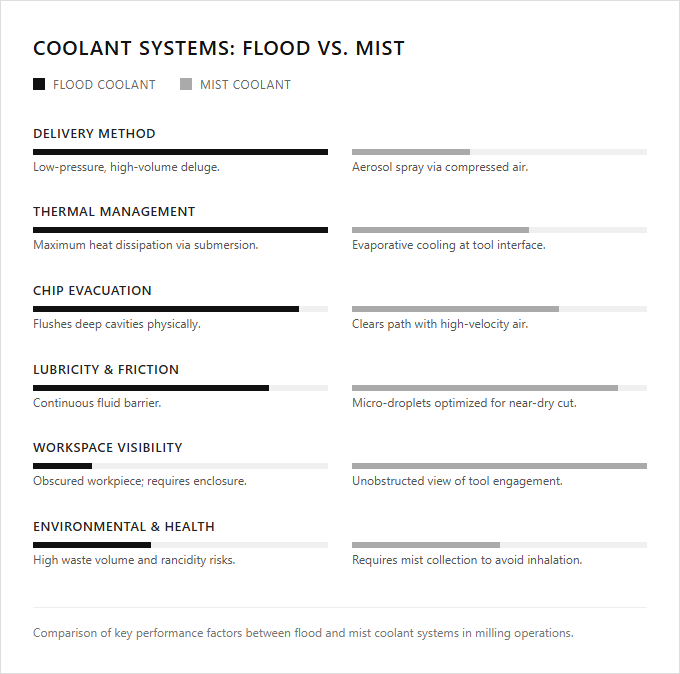
| Delivery Method | Flood coolant drenches the cutting zone using a low-pressure, high-volume pump, whereas mist coolant utilizes compressed air to atomize the fluid into a fine aerosol spray. |
| Thermal Management | Flood coolant provides maximum heat dissipation by completely submerging the tool-workpiece interface, while mist coolant relies primarily on evaporative cooling. |
| Chip Evacuation | The high volumetric flow of flood coolant physically flushes chips out of deep cavities to prevent recutting, whereas mist coolant uses high-velocity air streams to clear the tool path. |
| Lubricity and Friction | Flood coolant establishes a continuous fluid barrier at the shear zone to reduce friction, whereas mist coolant applies micro-droplets of lubricant optimized for near-dry machining. |
| Workspace Visibility | Mist coolant allows the machine operator an unobstructed view of the tool engagement, while flood coolant obscures the workpiece and requires a fully sealed enclosure to contain fluid splatter. |
| Environmental and Health Impact | Flood coolant poses disposal challenges and risks of bacterial rancidity, whereas mist coolant requires robust mist collection systems to prevent inhalation of airborne particulates by the operator. |
Flood Coolant Flow vs. Mist Air Kinetic Energy
Flood coolant systems rely on a high volumetric flow rate to drench the cutting zone, continuously flushing away chips and absorbing thermal energy through sheer fluid volume. This continuous delivery of liquid ensures stable temperature control during prolonged, heavy-duty material removal operations.
Mist coolant systems leverage the kinetic energy of compressed air to atomize a minimal amount of lubricant, projecting it directly at the cutting edge. This high-velocity airflow cools the tool through rapid evaporation and clears debris using pneumatic force rather than liquid volume.
Flood systems are best suited for industrial operators running continuous, heavy-duty production lines, while mist systems are ideal for precision machinists and hobbyists requiring visibility and minimal cleanup.
Preventing Chip Packing in Deep Pockets with HPC
In milling operations, choosing the right coolant delivery method is critical for tool life and surface finish. While mist coolant uses compressed air to atomize small volumes of fluid for open setups, traditional flood coolant submerges the cutting zone. However, deep cavity milling introduces the risk of chip packing, where standard systems fail to evacuate debris from high aspect ratio pockets.
High-pressure coolant (HPC) systems resolve this issue by directing targeted, high-velocity fluid into the pocket. This extreme kinetic force breaks chips into smaller segments and flushes them out of the cavity, preventing tool breakage and recutting. High-pressure flood systems are indispensable for industrial CNC machinists executing deep, heavy-duty pocketing, whereas mist systems are preferred by precision toolmakers and hobbyists performing light-duty, open-face milling.
Directional Nozzles for MQL Boundary Layer Penetration
In milling operations, heat dissipation and chip evacuation dictate the choice between flood coolant and mist systems. Traditional flood cooling drenches the cutting zone with high-volume fluid to regulate temperature and flush chips. Mist systems, particularly Minimum Quantity Lubrication (MQL), utilize directional aerosol nozzles to deliver a precise, high-velocity micro-droplet spray. This pressurized delivery allows the aerosol to penetrate the high-pressure air boundary layer generated by rapidly rotating milling cutters, ensuring lubricant reaches the critical tool-workpiece interface.
This precise boundary layer penetration minimizes thermal shock and drastically reduces fluid consumption. Flood systems remain the industry standard for high-volume production machinists requiring maximum thermal suppression and continuous chip flushing, whereas MQL mist setups are suited for precision CNC programmers and eco-conscious manufacturers aiming for superior tool life, clean workpieces, and dry waste management.
Flood inundation eliminates chip recutting and work hardening.
In precision milling, choosing between flood and mist coolant systems significantly impacts tool life and surface finish. Flood coolant provides a continuous inundation of fluid that forcefully flushes chips from the cutting zone. This constant washing action eliminates chip recutting, a primary cause of rapid tool wear. By immediately removing hot debris, flood systems prevent localized work hardening, ensuring the workpiece material remains machinable and stable during heavy material removal cycles.
Mist coolant systems offer a minimalist alternative, delivering atomized droplets via compressed air. While mist cooling provides excellent thermal shock reduction and superior workspace visibility, it lacks the volume required to flush heavy chip loads from deep pockets. High-volume production machinists processing tough alloys benefit most from flood systems, whereas detail-oriented prototyping technicians seeking clean, dry workspaces favor mist cooling.
Mist Cooling Mitigates Thermal Cracking in Carbide Inserts
In milling operations, managing the thermal environment at the cutting edge is critical for tool longevity. Flood coolant delivers a continuous volume of liquid, which often causes extreme temperature fluctuations as the carbide insert enters and exits the cut. This cyclic thermal shock leads to micro-cracking and premature tool failure.
Mist coolant applies an atomized mixture of air and lubricant, providing a more consistent thermal boundary layer without the drastic quenching effect of flood systems. By reducing the severity of temperature drops during interrupted cuts, mist cooling mitigates cyclic thermal stress and prevents micro-cracking in carbide inserts.
Flood systems suit high-volume production machinists requiring heavy chip evacuation, while mist cooling is ideal for precision toolmakers focusing on surface finish and prolonged carbide tool life.
Deep Milling Swarf Clearance: Hydrostatic vs. Aerosol
Deep cavity milling presents distinct challenges for chip evacuation, where the choice between flood and mist coolant significantly impacts tool life and surface finish. Flood coolant utilizes hydrostatic flushing, delivering a high volume of pressurized liquid directly into the cavity to force swarf out. This continuous liquid displacement effectively prevents chip recutting in deep pockets by overcoming gravity and capillary forces within the narrow channel.
Mist coolant relies on aerosol propulsion, using a high-velocity air stream carrying micro-droplets of lubricant to the cutting zone. While this method provides excellent thermal shock resistance and workpiece visibility, the lower kinetic mass of the aerosol stream struggles to eject heavy swarf from deep recesses compared to hydrostatic flushing. High-volume mold makers requiring continuous chip evacuation in deep pockets benefit most from flood systems, whereas precision machinists performing shallow profiling or dry-finish-critical operations are ideal candidates for mist systems.
Real-Time Chip Monitoring via Visible Mist Cooling
In precision milling, the choice between flood and mist coolant significantly impacts process control and diagnostic capabilities. While flood cooling excels at thermal management during heavy-duty material removal, its opaque flow completely obscures the cutting zone. In contrast, mist coolant applies a minimal, atomized aerosol that preserves a clear line of sight to the workpiece. This visibility enables operators to perform real-time monitoring of chip morphology and evacuation dynamics, allowing for immediate assessment of tool engagement and chip clogging risk.
Observing the physical shape and exit path of the chips in real time allows for precise, on-the-fly adjustments to speed and feed rates. Flood systems are best suited for high-volume manufacturing operators running automated, heavy-duty production lines, whereas mist cooling is ideal for prototype developers and precision machinists who require continuous visual feedback and tactile control over intricate machining paths.
Leave a comment