
Metal fabricators often struggle with premature wheel wear, gouged workpieces, and hazardous kickbacks-frustrations that typically stem from utilizing the incorrect abrasive profile for the job. In busy workshops, operators frequently default to whatever standard, general-purpose discs are currently stocked in the tool crib just to keep production moving.
However, understanding and matching the exact wheel geometry to your specific application grants you superior cutting efficiency, longer consumable life, and a significantly safer working environment. It is crucial to stipulate that while Type 1 and Type 27 wheels may share identical arbor sizes, their physical designs dictate entirely different operational limits. For instance, attempting to use a flat Type 1 wheel for heavy-angle beveling on structural steel pipes, rather than a depressed-center Type 27, can lead to catastrophic wheel breakage.
This article will demystify the critical geometric differences between Type 1 and Type 27 wheels, analyze proper guard configurations, and provide a clear roadmap for selecting the optimal disc for your cutting and grinding operations.
| Factor | Summary |
|---|---|
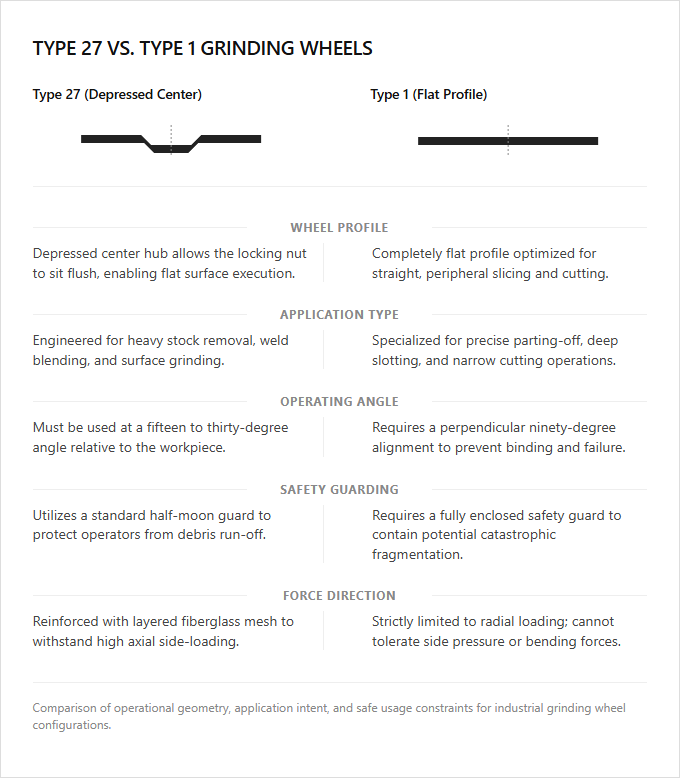
| Wheel Profile | Type 27 wheels feature a depressed center hub that allows the locking nut to sit flush, whereas Type 1 wheels have a completely flat profile optimized for straight slicing. |
| Application Type | Type 27 wheels are engineered for heavy stock removal and weld blending, while Type 1 wheels are specialized for precise parting-off operations. |
| Operating Angle | Type 27 wheels must be used at a fifteen to thirty-degree angle to the workpiece, whereas Type 1 wheels require a perpendicular ninety-degree alignment to prevent wheel binding. |
| Safety Guarding | Type 1 wheels require a fully enclosed safety guard to protect against catastrophic wheel fragmentation, while Type 27 wheels utilize a standard half-moon guard. |
| Force Direction | Type 27 wheels are designed with reinforcing fiberglass mesh to withstand high axial force during grinding, whereas Type 1 wheels cannot tolerate radial side-loading. |
Depressed center versus flat profile wheel geometry
Type 27 grinding wheels feature a depressed center design. This unique geometry recedes the mounting flange, allowing for flush grinding and blending on flat surfaces without damaging the workpiece. The angled profile provides operators with a more comfortable working position during heavy stock removal and surface preparation.
In contrast, Type 1 wheels possess a completely flat profile. Engineered primarily for peripheral grinding and deep cutting, these wheels lack a depressed center and must be operated at a straight ninety-degree angle. They excel at narrow grooving, slotting, and parting-off operations where minimal material loss is desired.
Fabricators requiring versatile surface blending and weld smoothing benefit most from the Type 27, while operators performing precise, deep, straight-line cutting tasks find the Type 1 indispensable.
Angled (15°–30°) vs. Perpendicular (90°) Cutting
Selecting the correct grinding wheel depends on the specific application and geometry of the workpiece. The Type 27 wheel features a depressed center, making it ideal for surface grinding and blending. To optimize performance and safety, operators should utilize a fifteen to thirty degree approach angle relative to the metal surface, which ensures even wear and prevents gouging.
The Type 1 wheel is a flat disc designed exclusively for parting and slotting. It requires a strict ninety-degree perpendicular approach angle to deliver precise, straight cuts through bars, sheets, and pipes. Maintaining this perpendicular orientation prevents wheel binding and reduces the risk of wheel breakage.
Fabrication professionals requiring heavy weld blending and surface finishing should opt for the Type 27 wheel, while mechanical contractors requiring fast, straight cuts on pipe or rebar will find the Type 1 wheel most suitable.
Maximized radial depth of cut versus hub interference restrictions
Type 1 flat wheels offer a maximized radial depth of cut because they lack a raised hub, allowing the wheel to penetrate deeply into a workpiece without obstruction. This flat profile makes them highly efficient for parting-off and deep slotting applications where maximum reach is essential. Conversely, Type 27 depressed-center wheels feature a recessed hub designed for flush grinding, but this structural geometry introduces hub interference restrictions that limit the usable depth of cut.
Choosing between these configurations depends entirely on the clearance requirements of the task. Industrial pipefitters and fabricators requiring deep, straight cuts benefit most from Type 1 wheels, while weld grinders and surface finishers seeking optimal ergonomic angles for blending welds find Type 27 wheels more suitable.
Recessed mounting nut clearance for flush grinding applications
Type 27 and Type 1 grinding wheels differ significantly in their profile design, which directly impacts their capability in flush grinding applications. Type 27 wheels feature a depressed center, creating a recessed area that accommodates the grinder's mounting nut. This intelligent design allows the abrasive surface to sit flat against the workpiece, enabling smooth, flush grinding without the mounting hardware interfering with or marring the metal surface.
Conversely, Type 1 wheels are entirely flat, which forces the mounting nut to protrude beyond the wheel face and prevents flush contact with the work surface. Fabricators requiring seamless surface blending and weld removal benefit most from the clearance of Type 27 wheels, whereas machinists performing deep slotting or peripheral cutting find the straight profile of Type 1 wheels indispensable.
Lateral load resistance versus radial load limitations
Type 27 wheels feature a depressed center, providing superior lateral load resistance that allows operators to safely perform grinding at an angle. This structural design distributes side-pressure forces during surface blending. In contrast, flat Type 1 wheels are engineered strictly for radial loads, meaning they must only be utilized on their outer periphery for straight cutting. Applying lateral pressure to a Type 1 wheel compromises its structural integrity and often leads to catastrophic wheel breakage.
Understanding these distinct mechanical thresholds is essential for maintaining workshop safety and maximizing tool efficiency. Type 27 wheels are ideal for fabricators requiring heavy weld blending and surface preparation, whereas Type 1 wheels are best suited for operators performing precise, straight-line cutting and slotting.
Type 27 vs. Type 1 Guard Compatibility
Type 27 wheels feature a depressed center designed for surface grinding and require an open-face guard, which allows maximum wheel contact while shielding the operator from debris. Conversely, Type 1 wheels are flat, straight wheels meant exclusively for cutting, requiring a highly restrictive, enclosed safety guard. This enclosed guard covers both sides and the perimeter of the wheel, providing critical containment against the higher risk of wheel fragmentation during peripheral cutting operations.
Using the incorrect guard compromises workplace safety and violates regulatory standards. Open-face guards do not offer sufficient containment for Type 1 wheels, whereas enclosed guards restrict the flat grinding angle necessary for Type 27 wheels. Heavy-duty fabricators performing surface blending favor the Type 27 setup, while precision metalworkers executing deep, straight cuts rely on the Type 1 configuration.
Surface grinding capability versus precise abrasive cutting specialization
Selecting the appropriate grinding wheel depends on the specific demands of the task, primarily distinguishing between the Type 27 and Type 1 configurations. The Type 27 wheel features a depressed center design, providing the necessary clearance for flush surface grinding, weld blending, and heavy material removal. This unique shape allows operators to utilize the face of the wheel at a shallow angle, ensuring optimal contact and control during surface preparation.
The Type 1 wheel is entirely flat, engineered specifically for precise, straight-line abrasive cutting applications. Lacking a depressed hub, this wheel allows the entire perimeter to penetrate the workpiece, making it highly effective for slicing through pipes, bar stock, and structural steel. Fabrication professionals focusing on weld smoothing and surface blending will find Type 27 wheels indispensable, whereas pipefitters and metal fabricators requiring narrow, clean cuts should select Type 1 wheels.
Leave a comment