
Machinists and fabricators frequently struggle to balance mechanical force with operational finesse, often facing the costly dilemma of selecting an arbor press that either lacks the necessary power or risks crushing delicate components. While standard workshop capital budgets or equipment procurement grants typically cover these essential machinery upgrades, securing the initial capital is only half the battle; choosing the incorrect tonnage can immediately stall production.
Selecting the right machinery grants operators unmatched leverage control and component longevity, maximizing the return on your workshop investment. However, under the stipulation that no single press can universally handle every micro-tolerance task, understanding your specific application limits is vital. For instance, tasks like pressing interference-fit bearings, driving mandrel shafts, or broaching keyways require highly distinct mechanical thresholds.
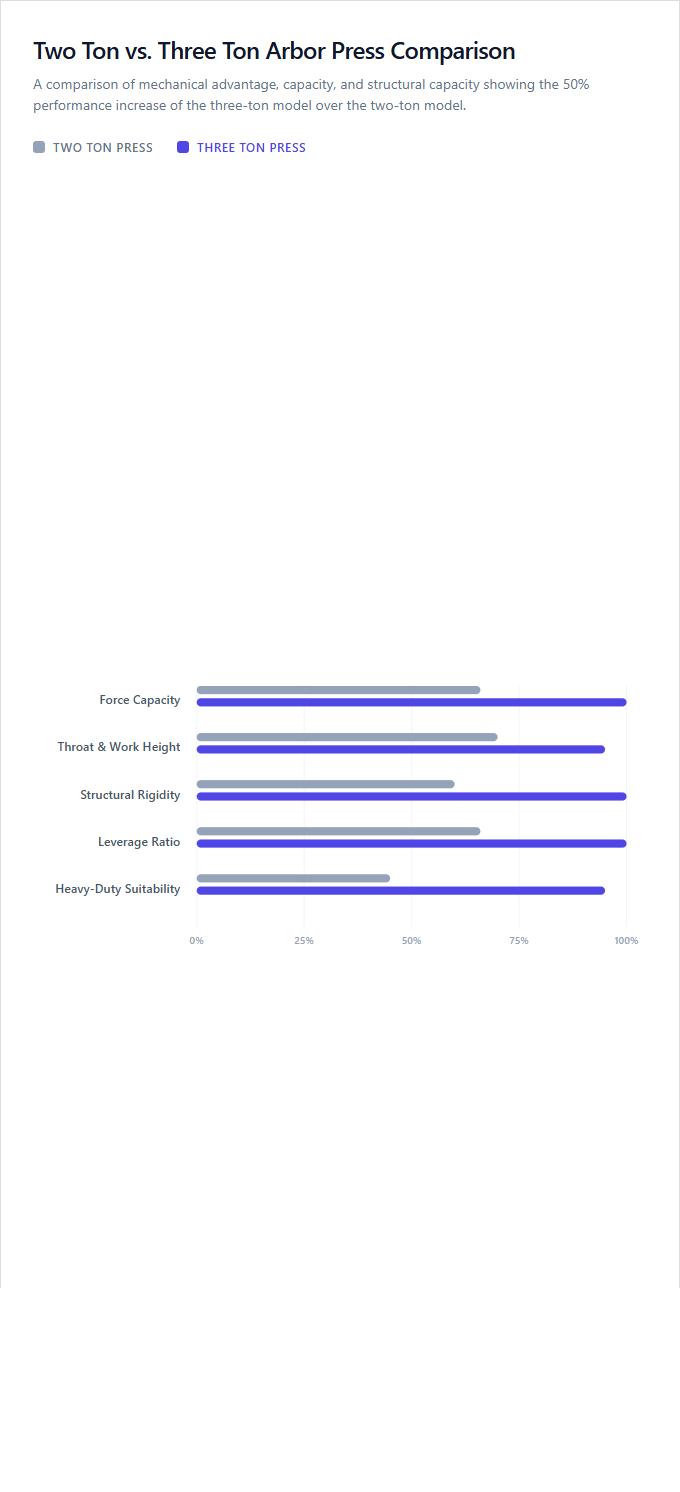
This comparative analysis examines the critical differences between two-ton and three-ton arbor presses. We will evaluate their mechanical advantages, physical footprints, and load limits to help you determine the ideal force capacity for your precision pressing needs.
| Factor | Summary |
|---|---|
| Force Capacity | The three-ton arbor press delivers fifty percent more ram force and mechanical advantage than the two-ton model, making it better suited for heavy-duty interference fits. |
| Throat Depth and Capacity | A three-ton model typically features a larger throat depth and vertical capacity, allowing the operator to accommodate bulkier workpieces during pressing or broaching operations. |
| Structural Rigidity | The cast-iron frame of a three-ton press is significantly heavier, which minimizes frame deflection and maintains precise alignment under high load capacities compared to a two-ton press. |
| Leverage Ratio | To achieve its higher output, the three-ton press utilizes a longer handle to increase the leverage ratio, thereby reducing the manual input force required from the operator. |
| Application Suitability | While the two-ton press is ideal for delicate operations like inserting small sleeve bearings, the three-ton press is preferred for demanding industrial metalworking and high-force assembly. |
How Leverage Ratios Determine Required Input Force
Arbor presses rely on mechanical advantage, determined by the leverage ratio of the handle length to the pinion gear radius. A two-ton arbor press typically features a lower leverage ratio, requiring operators to exert significantly more manual input force to achieve its maximum rated pressure. In contrast, a three-ton model utilizes a larger leverage ratio, which reduces the physical effort needed to generate equivalent or greater output force.
This difference in mechanical advantage directly impacts operator fatigue and control during repetitive tasks. While the two-ton press is ideal for light-duty assembly and hobbyists requiring occasional pressing power, the three-ton press is better suited for industrial machinists and fabrication shops demanding frequent, high-force applications with minimal physical strain.
Ram cross-sectional area influencing compressive stress distribution during press-fit operations
When selecting between a two-ton and a three-ton arbor press, the ram's cross-sectional area plays a critical role in load distribution during press-fit operations. A three-ton press features a larger ram cross-section, which distributes the increased force over a wider surface area. This larger area reduces peak compressive stress on the workpiece, minimizing the risk of localized material deformation during high-pressure cycles.
In contrast, the two-ton press employs a smaller ram, concentrating its force onto a narrower contact zone. This smaller cross-section generates higher localized compressive stress, which is highly effective for smaller, high-precision components. The two-ton model suits hobbyists and light-duty technicians working with delicate assemblies, while the heavy-duty three-ton model is best for industrial machinists performing high-force, large-scale interference fits.
Cast-iron frame deflection limits under peak structural loading
When evaluating arbor presses for precision manufacturing, cast-iron frame deflection under peak structural loading is a critical metric. A two-ton arbor press features a lighter frame casting that experiences measurable elastic deformation near its two-ton capacity, which can slightly misalign the ram during high-force operations. In contrast, a three-ton arbor press utilizes a significantly beefier, high-tensile cast-iron frame. This enhanced structural mass drastically increases the frame's moment of inertia, maintaining strict axial alignment by minimizing angular flex even when subjected to its maximum three-ton load limit.
This variance in structural rigidity directly influences the dimensional accuracy of the pressed components. The lighter two-ton model is ideal for light-duty assembly technicians performing light interference fits, while the rigid three-ton model is suited for industrial machinists requiring absolute precision during heavy-duty broaching and pressing operations.
Throat depth variations restricting maximum workpiece diameter clearance
When selecting between a two-ton and a three-ton arbor press, mechanical capacity extends beyond simple tonnage. A critical differentiator is the throat depth, which directly dictates the maximum workpiece diameter clearance. The two-ton model typically features a shallower throat depth, restricting operations to smaller, more compact components that fit within a limited working radius.
In contrast, the three-ton arbor press offers an expanded throat depth, providing the necessary clearance for larger-diameter materials. This deeper reach allows operators to position bulky parts precisely under the ram without interference from the back frame. Choosing a press with insufficient throat depth can halt production if the workpiece cannot align with the center of the anvil.
The compact two-ton press is ideal for electronics technicians performing precision, small-scale assemblies, whereas the robust three-ton model serves industrial machinists requiring heavy-duty fabrication of larger mechanical components.
Defining Vertical Daylight Through Ram Stroke
When selecting between a two-ton and a three-ton arbor press, the critical differentiator lies in the vertical daylight envelope, which is directly governed by the stroke length and ram travel capacity. A two-ton press typically offers a compact vertical clearance and shorter ram travel, making it highly efficient for precision press-fits on smaller workpieces. In contrast, a three-ton press features a significantly extended stroke length, expanding the vertical daylight to accommodate taller components and deeper insertion depths.
This variation in vertical capacity dictates the scale of projects each press can realistically manage under load. The two-ton model is ideal for electronics technicians and light instrument makers performing delicate assemblies, while the three-ton model is best suited for automotive mechanics and industrial fabricators handling larger, heavy-duty components.
Slotted anvil plate dimensions accommodating different mandrel diameters
When selecting between a two-ton and a three-ton arbor press, the dimensions of the slotted anvil plate are critical for determining task compatibility. The two-ton model features a compact anvil plate with smaller slot widths, designed to support and stabilize narrow-diameter mandrels during pressing operations. This design ensures precise alignment for delicate mechanical assemblies while preventing component slippage under force.
The three-ton arbor press incorporates a significantly larger slotted anvil plate with wider openings. This increased clearance easily accommodates larger mandrel diameters and heavier workpieces, allowing for substantial force application on robust industrial parts. The two-ton press is ideal for electronics technicians and hobbyists working on precision instruments, while the three-ton press is best suited for automotive mechanics and industrial fabricators requiring heavy-duty material manipulation.
Overall dead weight determining benchtop mounting stability under high torque
When selecting an arbor press, the physical dead weight of the cast-iron frame is a critical factor in benchtop mounting stability. Under high-torque operations, a two-ton arbor press, typically weighing around 30 to 40 pounds, offers moderate stability but requires secure bolting to prevent shifting during leverage. In contrast, a three-ton model often exceeds 60 pounds, providing a substantially heavier footprint that inherently resists deflection and absorbs intense torsional forces.
This increased mass in the three-ton variant minimizes frame flex, ensuring precise ram alignment even at maximum load capacities. While both presses require secure mounting for safety, the heavier three-ton unit delivers the rigidity necessary for continuous, high-force industrial applications. The lighter two-ton press is ideal for hobbyists and light-duty workshops performing occasional assembly, whereas the robust three-ton press is best suited for professional machinists requiring maximum stability for repetitive, high-torque fabrication.
Leave a comment