
Machinists often face a frustrating bottleneck when plunge milling: unexpected tool deflection and premature edge wear that compromises workpiece accuracy. Before investing in specialized machinery, operators typically rely on standard tooling catalogs and conventional milling paths to resolve these cycle-time challenges.
However, selecting the precise tool geometry is what truly grants your milling machine the capability to plunge vertically into solid material without the need for pre-drilling. This high-efficiency method remains highly effective, provided that axial feed rates and machine rigidity are strictly matched to the material's shear strength. For example, plunging directly into a block of 6061 aluminum with a non-center cutting tool will cause immediate center-loading failure, whereas a center-cutting carbide end mill completes the pocket seamlessly.
In this article, we will compare the structural designs of center cutting versus non-center cutting end mills, analyze their specific performance limits during Z-axis machining, and provide a clear selection framework for your next plunge milling operation.
| Factor | Summary |
|---|---|
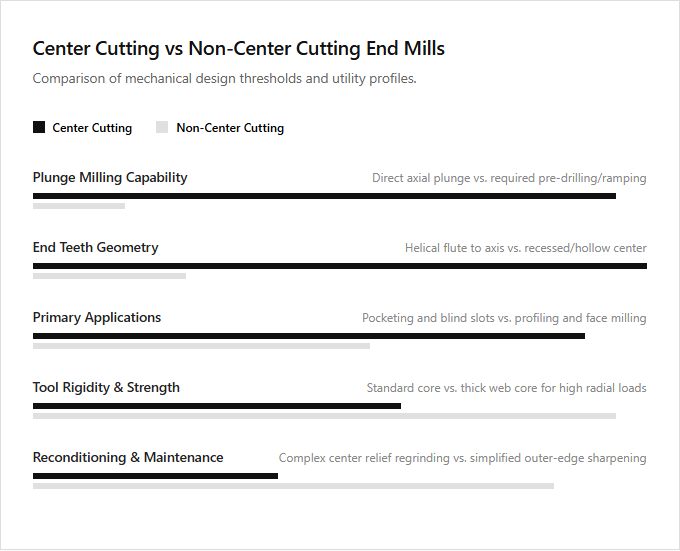
| Plunge Milling Capability | Center cutting end mills can perform direct axial plunging operations because their cutting edges meet at the tool's center point, whereas non-center cutting tools require a pre-drilled pilot hole or ramp entry due to their hollow core. |
| End Teeth Geometry | Center cutting end mills feature at least one helical flute that extends fully to the rotational axis, while non-center cutting variants have a counterbore or recess at the tip without cutting edges in the center. |
| Primary Applications | Center cutting tools are essential for pocketing and blind-hole slotting, whereas non-center cutting tools are optimized for peripheral profiling, face milling, and high-rate side-milling. |
| Tool Rigidity and Strength | Non-center cutting end mills typically possess a larger web thickness and more robust core design, providing higher torsional rigidity during heavy radial chip load conditions compared to center cutting tools. |
| Reconditioning and Maintenance | Non-center cutting end mills are generally easier and more cost-effective to regrind during tool reconditioning because they do not require complex relief angle replication at the dead center of the tool tool face. |
Center Cutting End Mills for Plunge Milling
In milling applications, selecting between center cutting and non-center cutting end mills depends heavily on the required entry method. Center cutting end mills feature cutting edges that extend to the tool's center, enabling direct axial feed for plunge milling operations. This design allows the tool to drill directly down into the workpiece material, making it highly effective for pocketing, slotting, and blind hole creation without requiring a pre-drilled pilot hole.
In contrast, non-center cutting end mills lack inner cutting teeth, preventing them from plunging vertically. These tools require helical or ramping entry paths, but they offer superior strength and chip evacuation during heavy peripheral profiling. Machinists performing intricate pocketing and rapid prototyping benefit most from center cutting tools, while high-volume production operators focusing on heavy-duty edge profiling prefer non-center cutting variants.
Workpiece Entry for Non-Center Cutting End Mills
In milling operations, the distinction between center cutting and non-center cutting end mills dictates how a tool enters the material. Center cutting end mills feature cutting edges that extend to the tool's center, enabling direct vertical plunging. Non-center cutting end mills lack these inner edges, preventing them from plunging straight down into a workpiece without causing tool damage.
To safely initiate a cut, non-center cutting end mills require alternative entry methods such as helical interpolation or ramping. These programming techniques guide the tool into the material at a gradual angle, ensuring proper chip clearance and reducing mechanical stress. Center cutting tools are best suited for prototyping machinists requiring versatile plunge-routing capabilities, whereas non-center cutting tools are ideal for high-volume production operators performing dedicated peripheral milling.
End Geometry of Center-Cutting Tools
When selecting end mills for milling operations, understanding the distinction between center-cutting and non-center-cutting designs is crucial. The end teeth geometry of center-cutting tools features cutting edges that meet at the tool axis, allowing them to plunge directly into workpiece material. Non-center-cutting end mills, by contrast, have a small void at the tool center, which prevents them from executing direct downward plunges.
Because non-center-cutting tools lack axial cutting capability, they require a pre-drilled pilot hole or a ramping entry method. Center-cutting tools are ideal for prototype machinists who require the versatility of plunge-routing and pocketing, while non-center-cutting tools are best suited for high-volume manufacturing technicians focused on heavy peripheral milling and profiling.
Non-Center Cutting Tools Require Pilot Holes
Center cutting and non-center cutting end mills serve distinct roles in milling operations. Center cutting end mills feature cutting edges that meet at the instrument's axis, allowing them to plunge directly into material like a drill bit. Non-center cutting end mills lack these interior cutting edges, leaving a small gap in the center of the tool's face.
Because of this design, non-center cutting tools cannot plunge vertically into solid material and require a pre-drilled pilot hole or a ramp-in entry to begin internal pockets. While center cutting end mills are ideal for general machinists requiring versatile, all-in-one plunging and slotting capabilities, non-center cutting varieties are preferred by high-volume production specialists focused on peripheral milling and heavy side-cutting operations.
Increased Axial Thrust in Center-Cutting Plunge Milling
In milling operations, selecting between center-cutting and non-center-cutting end mills determines how a tool engages the workpiece. Center-cutting end mills feature cutting edges that meet at the instrument's tip, enabling them to plunge directly into material. Non-center-cutting end mills have an open center and require a pre-drilled pilot hole or ramp entry. During direct plunge milling with center-cutting tools, the axial thrust force increases significantly. This spike occurs because the zero-surface-velocity zone at the absolute center of the tool must displace the workpiece material rather than efficiently shearing it.
Precision mold makers requiring versatile, single-setup pocketing favor center-cutting geometries, while heavy-duty industrial machinists focused on high-rate peripheral milling and slotting opt for non-center-cutting end mills to maximize tool longevity.
Preventing Axial Tool Breakage Through Chip Evacuation
Center cutting end mills feature cutting edges that extend to the tool's center, enabling them to plunge directly into material. During axial entry, efficient chip evacuation is critical to prevent chip packing and tool breakage, as restricted space can cause rapid heat buildup. These tools facilitate immediate upward chip flow through the flutes, maintaining structural integrity during vertical pocketing operations.
Non-center cutting end mills feature a central void, preventing direct plunging without a pre-drilled pilot hole or ramped entry. Attempting axial entry with these tools results in immediate chip packing and mechanical failure. Center cutting end mills are ideal for machinists performing plunge milling and intricate pocketing, while non-center cutting variants are best suited for high-volume production operators focusing on peripheral profiling and heavy slotting.
Plunge Milling: Reducing Chatter Through Axial Rigidity
Center cutting end mills feature cutting edges that meet at the tool's center point, allowing them to plunge directly into material like a drill bit. Non-center cutting end mills lack these inner cutting edges, requiring a pre-drilled pilot hole or a ramping entry path to initiate a cut. When executing plunge milling, utilizing a center cutting tool leverages high axial rigidity to minimize radial deflection and tool chatter, ensuring stable vertical machining in deep cavities.
Tool selection depends heavily on the specific machining strategy and operator requirements. General machinists performing diverse, short-run pocketing operations benefit most from versatile center cutting end mills, whereas dedicated production programmers running high-volume peripheral milling and slotting setups prefer non-center cutting tools for their superior edge strength.
Leave a comment