
Machinists and shop owners frequently battle tool deflection, surface finish deterioration, and premature tool wear, often struggling to determine whether the bottleneck lies in their feed rates or their machine's structural limits. Before allocating capital from standard equipment financing sources or workshop modernization grants, it is vital to evaluate the core connection point of your machining system: the spindle taper interface.
Securing the correct interface grants your operation the rigidity required for high-velocity machining and prolonged tool life. As a crucial stipulation, however, users must recognize that spindle rigidity is not determined solely by the taper, but also by the machine's overall casting mass and drawbar force. For example, moving from a manual Bridgeport R8 system to a robust Haas CAT40 vertical machining center represents a monumental shift in metal-removal capabilities.
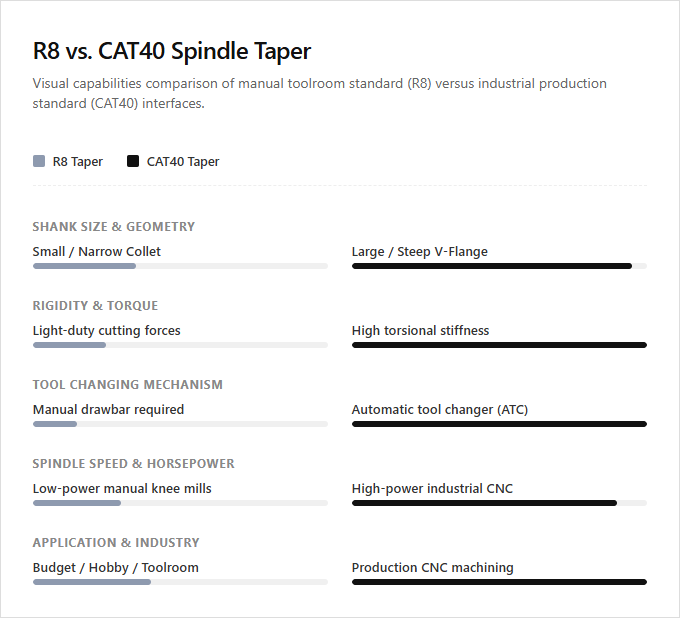
This article provides a comprehensive comparison of R8 and CAT40 tapers, examining their torque transfer, physical geometry, and ideal application envelopes to guide your next machinery acquisition.
| Factor | Summary |
|---|---|
| Shank Size and Geometry | CAT40 features a much larger, steeper taper angle with a V-flange design, whereas R8 is a smaller, narrower collet-style taper designed for direct insertion into the spindle. |
| Rigidity and Torque | CAT40 provides significantly higher torsional stiffness and material removal rates due to its larger surface contact area, while the R8 taper is limited to lighter-duty cutting forces. |
| Tool Changing Mechanism | CAT40 toolholders utilize a retention knob compatible with automatic tool changers for rapid CNC operation, whereas R8 tooling requires manual drawbar tightening. |
| Spindle Speed and Horsepower | CAT40 spindles are engineered to handle high-horsepower motors and high-RPM industrial machining, while R8 spindles are typically restricted to lower-power manual knee mills. |
| Application and Industry Standard | R8 is the budget-friendly standard for toolroom manual mills and hobbyist workshops, whereas CAT40 is the industrial standard for production-grade CNC machining centers. |
Taper contact area and bending stiffness comparison
The R8 and CAT40 tapers represent two distinct tiers of spindle engineering. The R8 taper features a slender, elongated profile with a relatively small contact surface area, which limits its bending stiffness and makes it susceptible to deflection under heavy lateral loads. In contrast, the CAT40 taper utilizes a much larger diameter and a steeper taper angle. This design significantly increases the surface contact area within the spindle socket, delivering exceptional bending stiffness and superior resistance to torsional forces during aggressive cutting cycles.
This mechanical rigidity allows the CAT40 to maintain precise tolerances under high material removal rates, whereas the R8 system is engineered for lighter, manual operations. Hobbyists and prototype developers favor the affordable, manual versatility of the R8 taper, while industrial manufacturers requiring high-speed CNC precision and heavy-duty machining rely on the robust stability of the CAT40 standard.
Pull stud retention force versus threaded drawbar mechanism
The R8 taper operates via a manual threaded drawbar mechanism, requiring the operator to physically tighten a drawbar from the spindle top to secure the tool. While this provides sufficient clamping force for lighter machining, it limits tool-changing speed and overall rigidity under heavy loads.
The CAT40 taper employs a pull stud retention force system, utilizing powerful internal springs and a pneumatic or hydraulic actuator to clamp the tool holder. This mechanical design delivers substantially higher retention forces, preventing tool pull-out and minimizing vibration during aggressive, high-speed milling.
Manual R8 spindles are highly suitable for hobbyists and prototype machinists prioritizing simplicity and cost-effectiveness, whereas robust CAT40 systems are best for industrial CNC operators demanding high-volume production and maximum material removal rates.
V-flange geometry for automatic tool changer compatibility
In milling operations, spindle taper selection dictates machine capability and automation potential. The R8 taper features a straight shank design requiring manual drawbar engagement, making it incompatible with automatic tool changers (ATCs). In contrast, the CAT40 taper incorporates a standardized V-flange geometry. This specialized groove allows the gripper forks of an ATC to reliably locate, retrieve, and secure the toolholder during high-speed, automated tool changes.
Beyond automation, the CAT40's larger taper contact area offers significantly greater rigidity and torque transmission compared to the slimmer R8 design. This robust interface minimizes deflection under heavy cutting loads. The manual R8 taper is best suited for hobbyists and prototype machinists operating manual knee mills, while the automated CAT40 taper is ideal for industrial production CNC machinists requiring high-speed, high-volume manufacturing.
Positive drive keys versus friction-based torque transmission
In manual milling, the R8 taper is a standard choice that relies primarily on interface friction for torque transmission. Lacking positive drive keys, this system depends entirely on drawbar tension to keep the tool secure. Under heavy lateral loads or aggressive cuts, this friction-only engagement can slip, which poses a risk of spindle and workpiece damage.
The CAT40 taper incorporates dual drive keys on the spindle nose that engage directly with slots on the tool holder flange. This mechanical interlocking provides a positive drive, ensuring zero slippage under extreme torque and high material removal rates. The lightweight R8 system is ideal for hobbyists and prototype machinists performing light-duty tasks, whereas the robust CAT40 interface is suited for industrial professionals requiring high-horsepower, high-production CNC milling.
Maximum allowable material removal rate and cutting force capacity
The R8 taper is a industry standard for light-duty manual milling, offering moderate cutting force capacity. Due to its smaller surface contact area and drawbar engagement, its maximum allowable material removal rate is relatively limited. High lateral forces can cause tool deflection, restricting the spindle to shallower passes and lighter feed rates.
The CAT40 taper features a larger, more robust V-flange design that provides exceptional rigidity. This structural strength allows for significantly higher cutting force capacity and superior material removal rates under aggressive machining conditions. The enhanced grip minimizes vibration, maintaining precision during heavy-scale metal removal.
R8 tooling is best suited for hobbyists and prototype developers executing light-duty manual work, while CAT40 is the standard for professional CNC machinists demanding high-efficiency industrial production.
Dynamic balance and concentricity at high spindle speeds
At elevated spindle speeds, the physical design of a machine taper significantly influences machining precision and vibration control. The R8 taper, traditional in manual milling, relies on a slender interface that is susceptible to minor deflection and harmonic imbalance at high revolutions per minute. In contrast, the CAT40 taper features a much larger, steeper contact area and a robust V-flange design, which inherently provides superior dynamic balance and exceptional concentricity under high-speed conditions.
The structural rigidity of the CAT40 taper minimizes centrifugal expansion and spindle runout during aggressive machining cycles, directly protecting both tool life and surface finish quality. R8 tapers remain highly suitable for hobbyists and prototype machinists performing light-duty, manual operations, whereas CAT40 tapers are essential for industrial CNC programmers and high-production machinists requiring extreme precision and rapid material removal.
Self-releasing steep taper angle versus shallow taper lock tendency
The R8 and CAT40 tapers represent distinct engineering designs, primarily differentiated by their taper angles. The R8 taper features a shallow angle that inherently creates a locking tendency under axial force. While this friction-fit provides rigidity for lighter machines, it often requires manual force on the drawbar to free the tool holder during changes.
In contrast, the CAT40 standard utilizes a steep, self-releasing taper angle. This geometry prevents the tool holder from sticking in the spindle socket, allowing for immediate, effortless extraction. R8 tooling is best suited for manual machinists and hobbyists performing light-duty operations, whereas CAT40 is ideal for industrial CNC operators requiring rapid automated tool changes and heavy material removal.
Leave a comment