
Achieving a flawless surface finish while maximizing tool life is a constant struggle for machinists, who frequently battle tool deflection, chatter, and premature edge wear. To address these finish issues, standard workshop practice typically relies on adjusting feed rate charts or spindle speed calculators.
However, truly optimizing your milling machine requires a deeper look at tool-to-workpiece interaction. Mastering the choice between climb and conventional milling grants operators a significant advantage, unlocking dramatic improvements in surface integrity and tool longevity. Crucially, this optimization comes with the stipulation of setup rigidity: for instance, while rigid CNC machining centers thrive on climb milling aerospace-grade aluminum, manual knee mills with backlash require conventional milling to prevent tool grabbing and workpiece damage.
This article will dissect the fundamental mechanics of both methods, compare their impact on cutting forces, and provide a clear roadmap to selecting the ideal tool path for your specific machining applications.
| Factor | Summary |
|---|---|
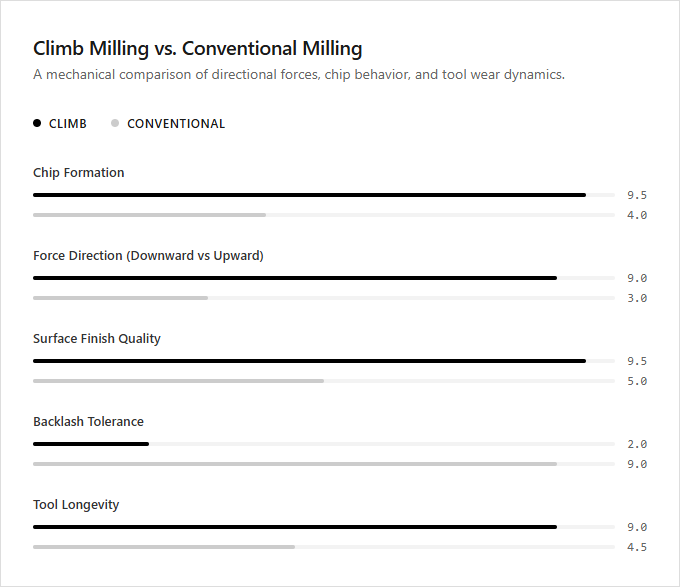
| Chip Formation | Climb milling starts cutting at maximum chip thickness and decreases, whereas conventional milling starts at zero thickness, causing initial burnishing before shearing begins. |
| Force Direction | Climb milling exerts a downward cutting force vector that secures the workpiece, while conventional milling generates an upward vertical force that tends to lift the stock from the fixture. |
| Surface Finish | Climb milling produces a superior surface finish because it eliminates tool rubbing and minimizes work hardening at the start of the cut. |
| Backlash Sensitivity | Climb milling requires a mechanical backlash eliminator to prevent the cutter from pulling the workpiece into the leadscrew, whereas conventional milling safely pushes against the play. |
| Tool Wear | Conventional milling accelerates abrasive wear and reduces tool life due to friction-induced rubbing, whereas climb milling optimizes tool longevity by cleanly shearing the material. |
Climb vs. Conventional Milling: Downward vs. Lifting Forces
In professional machining, the choice between climb and conventional milling fundamentally dictates workpiece stability. Climb milling features a cutter rotating with the feed direction, which creates downward cutting forces that press the workpiece firmly into the fixture. This downward pressure enhances setup rigidity, minimizes part deflection, and ensures high-precision results during the machining cycle.
Conventional milling involves the cutter rotating against the feed, generating upward lifting forces that pull the workpiece away from the table. CNC machinists seeking superior surface finishes on rigid setups rely on climb milling, whereas operators utilizing manual machinery or cutting rough castings with scale utilize conventional milling to prevent tool damage.
Climb vs. Conventional Milling: Chip Thickness and Friction
In climb milling, the cutter rotates with the feed direction, meaning the tooth engages the workpiece at the maximum entry chip thickness. This immediate penetration allows the cutting edge to cleanly shear the material from the very start, which significantly reduces friction, heat generation, and tool wear.
In contrast, conventional milling features a cutter rotating against the feed. The cutting tooth starts with zero chip thickness, causing the tool to slide and rub against the workpiece surface before it actually begins to cut, which leads to increased friction and work hardening.
Climb milling is ideal for modern CNC machinists requiring high-quality surface finishes on rigid setups, while conventional milling is suitable for manual operators machining rough castings or utilizing older equipment with backlash.
Eliminate Leadscrew Backlash for Safe Climb Milling
In milling operations, selecting between climb and conventional milling significantly impacts safety and surface finish. Climb milling, where the cutter rotates with the feed direction, yields superior finishes but poses a distinct mechanical hazard. Because cutting forces pull the workpiece into the cutter, leadscrew backlash must be mechanically eliminated using a backlash eliminator or ballscrew. Without this intervention, the table can be violently pulled forward, risking tool breakage and operator danger. Conventional milling avoids this by cutting against the feed, pushing the table away from the cutter.
Choosing the correct method depends on your machinery and goals. Conventional milling is ideal for manual machinists using legacy equipment with inherent backlash, whereas climb milling is best suited for CNC programmers and precision machinists operating modern, rigid setups.
Minimizing Work Hardening via Climb Milling
In milling operations, the choice between climb milling and conventional milling significantly impacts tool longevity and surface integrity. Climb milling, where the cutter rotates with the direction of the feed, minimizes work hardening of the workpiece surface because the cutting edge shears the material instantly upon entry. This immediate shearing action prevents the rubbing and friction associated with conventional methods, making it highly beneficial when machining tough, work-hardening alloys.
Conventional milling employs an upward cutting motion where the tooth starts with zero chip thickness, causing initial sliding and heat generation before cutting begins. Climb milling is ideal for high-precision CNC machinists requiring superior surface finishes on rigid setups, whereas conventional milling is suited for manual operators working with cast iron or rough, scaled workpieces.
Climb Milling Deflection Enhances Dimensional Accuracy
In precision machining, the choice between climb milling and conventional milling significantly impacts final workpiece quality. During climb milling, the cutter rotates with the feed direction, which means radial deflection forces push the cutter away from the finished surface. This outward deflection minimizes the risk of accidental over-cutting and tool rubbing, directly improving dimensional accuracy and producing a superior surface finish.
In contrast, conventional milling features an opposing rotation where the cutting forces tend to pull the tool into the workpiece. While climb milling is highly suited for CNC programmers requiring precise tolerances on rigid setups, conventional milling is better utilized by manual machinists dealing with rough casting scales or less stable workshop machinery.
Climb Milling Eliminates Chip Recutting
Climb milling and conventional milling represent two distinct approaches to material removal on a milling machine. In climb milling, the cutter rotates with the feed direction, which significantly improves surface finish. Chip recutting is avoided in climb milling as chips are evacuated behind the path of the cutting edge, preventing them from interfering with the newly machined surface.
Conventional milling feeds the workpiece against the cutter's rotation, causing chips to be deposited in front of the tool. This increases the risk of chip recutting and accelerates tool wear, though it remains highly stable on machines lacking backlash eliminators. High-precision CNC operators benefit most from climb milling due to its superior finish, while traditional machinists operating manual equipment with inherent backlash rely on conventional milling for safety and stability.
Climb Milling Reduces Carbide Insert Wear and Thermal Shock
In precision machining, the choice between climb milling and conventional milling directly impacts tool longevity. Climb milling decreases chip thickness throughout the cut, which minimizes the contact time between the carbide insert and the workpiece at peak temperatures. This brief duration significantly reduces flank wear and mitigates thermal shock on the cutting edges, leading to extended tool life and superior surface finishes.
In contrast, conventional milling involves the insert rubbing against the material before cutting, generating higher friction and heat. High-volume CNC operators seeking maximum efficiency and tool preservation utilize climb milling, while manual machinists handling older, less rigid equipment rely on conventional milling to eliminate backlash issues.
Leave a comment