
Machinists and shop managers frequently battle workpiece inaccuracies, tool deflection, and premature end mill wear caused by suboptimal tool holding. Achieving the perfect balance between gripping concentricity and rapid tool changes remains a constant operational struggle on the shop floor.
While standard equipment funding sources and capital budgets are typically allocated toward upgrading high-end CNC machinery, the critical interface between the spindle and the cutting tool is often overlooked as a minor accessory expense. Yet, optimizing this specific connection grants operators a dramatic increase in machining accuracy, significantly extending tool life and reducing cycle times.
To manage expectations, we must stipulate that no single tool-holding method serves as a universal panacea; high-torque roughing and high-RPM finishing require distinct mechanical advantages. For example, deploying ER collet systems yields the superior runout tolerances needed for intricate detailing, whereas robust mechanical milling chucks provide the dampening and clamping force required for heavy material removal.
This article provides a comprehensive evaluation of the mechanical differences, runout tolerances, and cost-efficiency of collets versus chucks, delivering a strategic guide to optimizing your milling machine spindle performance.
| Factor | Summary |
|---|---|
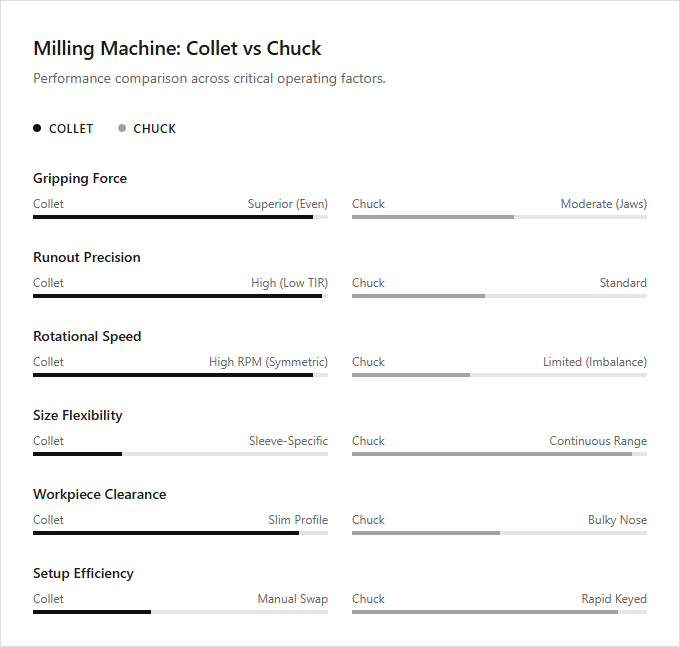
| Gripping Force | Collets provide superior concentric clamping force by distributing pressure evenly over the tool shank, whereas chucks rely on distinct jaws that can slip under heavy radial loads. |
| Runout Precision | Collets offer significantly lower Total Indicated Runout (TIR) compared to standard chucks, making them essential for high-precision milling operations. |
| Rotational Speed | Collets are better suited for high rotational velocity due to their symmetrical design, whereas the heavier mass of jawed chucks creates centrifugal imbalance at high RPMs. |
| Size Flexibility | Chucks accommodate a continuous range of tool shank diameters using adjustable jaws, whereas collets require size-specific interchangeable sleeves to clamp the cutting tool. |
| Workpiece Clearance | The slim cylindrical profile of a collet holder provides superior spindle clearance in tight spaces compared to the bulky nose diameter of a standard drill chuck. |
| Setup Efficiency | Chucks allow for rapid tool changeover utilizing a single key or keyless actuation mechanism, while collet systems require manually loosening the collet nut and swapping the internal collet. |
TIR Comparison: ER Collets vs. Mechanical Chucks
In precision milling, the choice between ER collets and mechanical chucks heavily influences machining accuracy through Total Indicated Runout (TIR). ER collets feature a continuous, cylindrical gripping surface that distributes clamping force evenly, typically achieving a TIR of under 0.01 mm. This minimal runout preserves tool life and ensures high dimensional accuracy during high-speed operations.
Conversely, mechanical chucks utilize segmented jaws that naturally introduce more concentricity error, often resulting in a higher TIR of 0.03 mm or more. While this variation reduces precision, chucks offer much faster tool changes and accommodate a broader range of shank sizes without swapping components. ER collets are ideal for precision toolmakers requiring extreme concentricity and high-RPM stability, whereas mechanical chucks suit general machinists prioritizing rapid setups and versatility.
Gripping torque capacity of hydraulic chucks versus spring collets
In milling operations, selecting the appropriate toolholding system is critical for optimizing performance. Hydraulic chucks utilize pressurized fluid to compress an internal sleeve uniformly around the tool shank. This hydraulic mechanism generates exceptionally high gripping torque and superior vibration dampening, which prevents tool slippage during heavy-duty roughing applications where substantial cutting forces are present.
Spring collets rely on mechanical wedging action to secure the tool. While spring collets offer excellent concentricity and high-speed rotational stability, their overall gripping torque capacity is lower than that of hydraulic systems. High-volume manufacturing facilities requiring maximum material removal rates benefit most from hydraulic chucks, whereas precision machinists executing delicate, high-speed finishing operations are better suited for spring collets.
Rotational symmetry and balance limits during High-Speed Machining (HSM)
In high-speed machining (HSM), rotational symmetry is critical to preventing spindle vibration and preserving tool life. Collet systems offer superior concentricity by clamping the cutter uniformly across its entire circumference. This geometric symmetry minimizes centrifugal imbalances at high RPMs, ensuring exceptional surface finishes and precise tolerances during high-velocity operations.
Traditional jawed chucks introduce asymmetrical mass distribution due to their multi-piece construction and moving parts. Under extreme spindle speeds, these heavier components experience centrifugal forces that can reduce grip strength and amplify runout. While specialized precision chucks exist, they generally struggle to match the inherent balance limits of a streamlined collet.
Collets are best suited for high-precision CNC machinists demanding flawless finishes at extreme rotational speeds, whereas versatile chucks remain the choice for general-purpose operators requiring rapid tool changes across diverse shank diameters.
Radial rigidity and deflection resistance under heavy cutting loads
Collets provide exceptional radial rigidity because they grasp the cutting tool shank uniformly along its entire circumference. This 360-degree contact distributes clamping forces evenly, which significantly minimizes tool deflection and runout during heavy lateral cutting loads. By maintaining a tight, concentric grip, collets prevent the micro-movements that degrade surface finishes and accelerate tool wear under intense milling stress.
Standard jawed chucks secure the tool at distinct pressure points, offering lower resistance to radial deflection under heavy milling forces. Under high loads, this localized gripping can allow the tool to tilt slightly, resulting in vibration and potential slippage. High-precision machinists executing demanding, high-tolerance milling tasks are best suited for collets, while general workshop operators requiring frequent, versatile tool changes with varying shank sizes will benefit most from chucks.
Vibration damping coefficients in hydraulic tool holders
In high-precision milling, selecting the right toolholder between collets and hydraulic chucks directly impacts surface finish and tool life. Hydraulic chucks excel in vibration damping due to the internal pressurized oil chamber surrounding the tool shank. This hydraulic fluid absorbs harmonic vibrations generated during cutting, yielding high damping coefficients that significantly reduce chatter compared to standard mechanical collet systems.
While standard collets offer excellent concentricity and reliable gripping force at a lower cost, they lack the active energy-dissipation properties of hydraulic systems. High vibration damping in hydraulic holders maintains spindle health and extends carbide tool life during heavy roughing or high-speed finishing. Hydraulic chucks are ideal for aerospace machinists requiring superior surface finishes and minimal tool wear, while standard collets are best suited for general-purpose machinists seeking cost-effective versatility.
Concentricity preservation during high-frequency tool changes
During high-frequency tool changes in milling operations, preserving concentricity is critical for preventing tool breakage and maintaining dimensional accuracy. Collets excel in this regard by distributing clamping force uniformly around the entire tool shank. This continuous, 360-degree contact minimizes runout and ensures that the tool center aligns perfectly with the spindle axis, even after hundreds of repeated clamping cycles.
Three-jaw chucks offer rapid, wrench-free tool swaps but rely on localized point contact. Over high-frequency cycles, this concentrated contact causes uneven wear on the jaws, gradually degrading concentricity and introducing runout that compromises surface finish. High-precision collets are suited for CNC machinists requiring repeatable, ultra-tight tolerances, while versatile chucks are best for general-purpose operators prioritizing rapid, diverse tool changes over extreme precision.
Pull-out prevention using Weldon flats or locking mechanisms in chucks
In milling operations, choosing between a collet and a chuck often hinges on pull-out prevention during heavy cutting. Standard collets offer exceptional concentricity by gripping the tool shank evenly, which is ideal for high-speed finishing but susceptible to tool slippage under high axial loads. Heavy-duty milling chucks resolve this vulnerability by utilizing mechanical locking mechanisms or securing Weldon flat shanks with set screws, creating a physical barrier that prevents the tool from pulling out.
Some advanced collet systems now integrate locking pins that engage with modified shanks, combining high concentricity with positive pull-out prevention. Precision mold makers and high-speed finishing machinists typically excel with standard collet setups, whereas high-volume CNC operators performing heavy indexing and aggressive roughing require the secure mechanical lock of Weldon-style chucks.
Leave a comment