
For product manufacturers and assembly technicians, achieving a permanent, clean bond with hot melt adhesives is often a frustrating trial-and-error process, resulting in scorched substrates or premature joint failure.
Typically, operations rely on standard, general-purpose liquid glues or mechanical fasteners to bypass this complexity, assuming basic, one-size-fits-all tools are sufficient for diverse materials. However, mastering the precise thermal output of your glue gun optimizes tensile strength and prevents thermal degradation, unlocking a level of bond integrity that eliminates costly rework.
It is a critical stipulation, however, that adhesive viscosity and open time are directly dictated by operating temperatures. For instance, delicate materials like polystyrene and fabrics demand low-temperature application to prevent melting, whereas dense hardwoods and metals require high-temperature activation to achieve deep wetting.
This guide analyzes the technical distinctions between high-temp and low-temp hot melt glue guns, establishing a clear framework for selecting the optimal tool for your specific bonding applications.
| Factor | Summary |
|---|---|
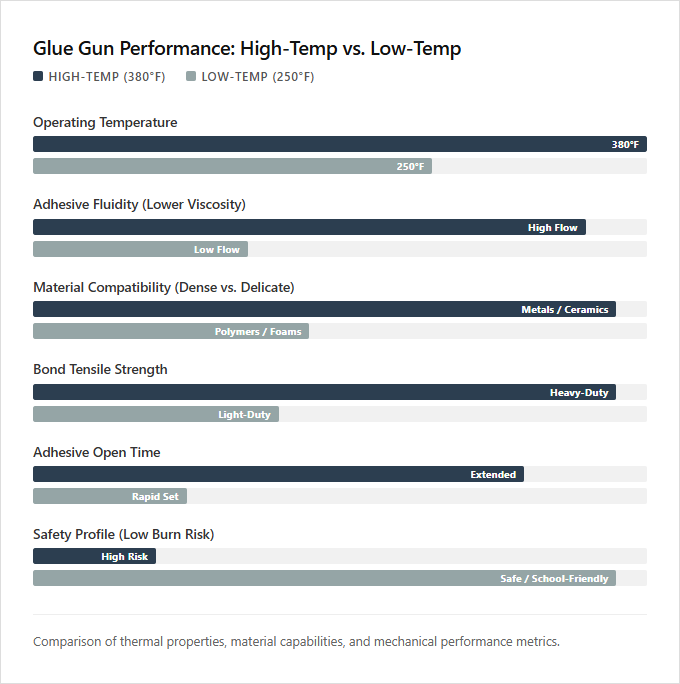
| Operating Temperature | High-temp glue guns operate around 380°F for heavy-duty bonding, whereas low-temp models run at approximately 250°F to prevent the thermal degradation of delicate substrates. |
| Adhesive Viscosity | High-temp guns yield a lower viscosity molten polymer for deep joint penetration, while low-temp guns maintain a higher viscosity ideal for precise, non-running applications. |
| Material Compatibility | Low-temp guns are essential for thermoplastic polymers and expanded polystyrene to prevent melting, whereas high-temp guns are required for dense materials like metals and ceramics. |
| Bond Strength | High-temp adhesives facilitate superior tensile strength for load-bearing joints, while low-temp formulations offer lower shear strength suited for temporary or light-duty bonding. |
| Open Time | High-temperature application extends the adhesive's open time for optimal positioning, whereas low-temperature application results in rapid solidification and faster cycle times. |
| Safety Profile | Low-temp models minimize the risk of severe contact epidermal burns, making them the preferred choice for ergonomics and safety in educational environments. |
Operating Temperature Differences: EVA vs. Polyamides
Hot melt glue guns operate across distinct thermal ranges to accommodate different adhesive chemistries. Low-temperature models typically run at approximately 120°C, a threshold engineered specifically for ethylene-vinyl acetate (EVA) copolymers. This lower thermal output prevents damage to delicate substrates such as paper, fabrics, and thin plastics while maintaining sufficient viscosity for bonding.
High-temperature glue guns reach about 193°C to process high-performance polyamides. These advanced polymers require elevated thermal energy to melt, yielding bonds with superior tensile strength, temperature resistance, and chemical durability.
Low-temperature tools are ideal for hobbyists and packaging specialists working with heat-sensitive materials, whereas high-temperature systems suit industrial technicians and construction professionals requiring structural-grade adhesion.
Improving High-Temperature Wetting via Melt Viscosity Reduction
The operational temperature of a hot glue gun directly dictates the adhesive's viscosity and subsequent bonding capability. High-temperature glue guns, operating around 380°F (193°C), significantly reduce melt viscosity, allowing the liquefied adhesive to achieve superior surface wetting. This fluid state is essential for dense, non-porous substrates like metals, ceramics, and hardwoods, as the thinner adhesive penetrates microscopic surface irregularities to form a robust mechanical bond. Conversely, low-temperature glue guns operate at approximately 250°F (120°C), maintaining a higher viscosity that prevents thermal distortion on delicate materials.
Selecting the correct thermal profile ensures joint integrity and substrate protection. High-temperature systems are ideal for industrial fabricators and tradespeople requiring maximum structural adhesion on dense materials, while low-temperature models are best suited for hobbyists and florists working with heat-sensitive mediums like foam, paper, and textiles.
Impact of Open-Time Variance on Polymer Assembly Windows
High-temperature glue guns operate at approximately 380°F, which delays polymer crystallization and extends the adhesive's open time. This prolonged liquid state provides a generous assembly window, allowing operators to precisely position large or complex components before the bond solidifies. The sustained thermal energy also facilitates deeper substrate penetration, resulting in highly durable structural joints.
Low-temperature models run near 250°F, triggering rapid polymer crystallization almost immediately upon extrusion. This fast thermal transition restricts the open time to a few seconds, requiring immediate substrate alignment but yielding an incredibly fast set time. High-temperature units are ideal for industrial tradespeople executing complex wood or metal assemblies, whereas low-temperature models are perfect for hobbyists and educators bonding delicate, heat-sensitive materials.
High-Temperature Thermal Degradation of Polystyrene
High-temperature glue guns typically operate around 380°F (193°C), presenting a severe risk of thermal degradation when applied to heat-sensitive substrates. When used on expanded polystyrene or delicate foams, this extreme heat liquefies and collapses the material's cellular structure, permanently damaging the substrate and compromising the bond. Low-temperature glue guns, operating at approximately 250°F (120°C), deliver sufficient adhesive liquefaction without scorching or warping these vulnerable surfaces.
Selecting the appropriate operating temperature is critical to preserving the physical integrity of the project materials. High-temperature models are ideal for industrial fabricators and carpenters working with robust materials like wood, metal, and thick plastics, while low-temperature models are perfectly suited for hobbyists, florists, and model makers working with delicate, heat-sensitive mediums.
High-Temperature Mechanical Interlocking Maximizes Tensile Shear Strength
In professional adhesive applications, the choice between high-temperature and low-temperature glue guns directly dictates the structural integrity of the bond. High-temperature glue guns, operating at approximately 380°F, significantly reduce adhesive viscosity to facilitate deep penetration into the microscopic pores of a substrate. This advanced wetting action maximizes tensile shear strength by creating a highly secure mechanical interlocking network as the polymer cools and solidifies.
In contrast, low-temperature systems operate around 250°F, which limits substrate penetration but protects delicate materials from thermal degradation. High-temperature systems are ideal for industrial fabricators and tradespeople requiring maximum load-bearing joint durability, whereas low-temperature models are best suited for hobbyists, educators, and technicians working with highly sensitive materials like foam, paper, or thin plastics.
Low-Temperature Set Acceleration and Rapid Green Strength
High-temperature hot melt adhesives operate around 380°F, delivering superior bond strength on robust materials. In contrast, low-temperature systems operate at approximately 250°F and rely on specialized polymer formulations. These low-temperature adhesives exhibit significant set-time acceleration and rapid green strength development. Because the temperature differential between the molten state and room temperature is minimal, the adhesive cools and solidifies almost instantly, establishing a quick structural hold.
High-temperature options provide a longer open time, allowing for the precise alignment of complex components before the bond cures. High-temperature units are ideal for industrial fabricators and carpenters requiring maximum tensile strength, whereas low-temperature models suit delicate crafters and packaging professionals prioritizing assembly speed and thermal safety.
Creep and Temperature Limits of Thermoplastic Adhesive Joints
High-temperature glue guns operate at approximately 380°F (193°C) to melt advanced polymers. This elevated thermal processing produces a cured adhesive joint with exceptional thermoplastic creep resistance, preventing the bond from deforming under sustained mechanical loads. Additionally, these joints offer elevated service temperature limits, ensuring structural integrity even when exposed to subsequent environmental heat.
Low-temperature glue guns, operating around 250°F (120°C), utilize adhesives with lower melting points. The resulting joints exhibit minimal resistance to thermoplastic creep and possess restricted service temperature limits, making them prone to softening and joint failure under stress or moderate ambient warmth.
High-temperature systems are ideal for industrial fabricators and carpenters requiring durable, load-bearing bonds, whereas low-temperature units suit hobbyists and educators working with delicate, heat-sensitive materials.
Leave a comment