
Sheet metal fabricators frequently struggle with material distortion, jagged edges, and excessive waste when executing complex, curved cuts. While fabrication shops traditionally allocate standard funding sources-such as capital equipment budgets-toward heavy-duty CNC laser machinery to resolve these issues, utilizing high-quality reciprocating nibblers grants operators a highly portable, cost-effective alternative that delivers CNC-like precision.
It is important to stipulate, however, that achieving pristine edges depends entirely on matching your tooling to the specific application. For instance, when fabricating custom HVAC ductwork or prototyping aluminum automotive body panels, the synergy between your consumables is critical to preventing premature tool failure.
To help you optimize your cutting setup, this guide compares the unique engineering roles of the nibbler punch versus the nibbler die, examining how their interaction impacts cut quality, tool longevity, and overall efficiency in sheet metal fabrication.
| Factor | Summary |
|---|---|
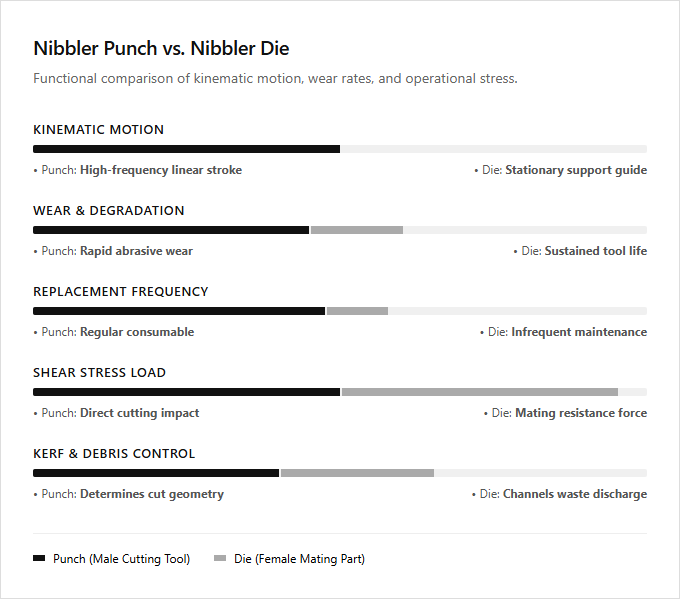
| Primary Function | The nibbler punch acts as the male cutting element that shears the metal, while the stationary nibbler die supports the workpiece as the female mating part. |
| Motion and Kinematics | The punch executes high-frequency linear reciprocating motion, whereas the die remains fixed within the tool head to guide the cutting path. |
| Wear and Replacement | Due to direct impact friction, the punch typically undergoes rapid abrasive wear and requires more frequent replacement than the more durable die. |
| Tool Clearance | Proper mechanical clearance between the punch and die is critical to prevent burr formation and ensure clean kerf separation. |
| Material Composition | Both components are fabricated from high-speed steel (HSS) to withstand high shear stress during the sheet metal cutting process. |
| Kerf and Waste | The punch's geometry determines the width of the kerf, forcing crescent-shaped waste chips down through the die opening. |
Optimizing Punch-Die Clearance to Minimize Burr Formation
In mechanical nibbling, the relationship between the reciprocating punch and the stationary die determines the edge quality of the cut. Optimizing the cutting clearance-the radial distance between these two components-is critical to minimizing burr formation. If the clearance is too tight, it causes rapid tool wear and secondary shear; if it is too loose, the sheet metal bends into the die, resulting in excessive burrs and rough edges. Maintaining a precise clearance, typically calculated based on the material thickness and tensile strength, ensures a clean fracture zone.
The punch acts as the active cutting male element, while the die serves as the female support matrix that resists the downward force. Heavy-duty fabricators requiring rapid, straight-line slotting often prioritize high-durability punches, whereas precision detailers working with delicate alloys require tightly matched die sets to ensure flawless, distortion-free profiles.
Punch geometry and face angle configurations defining the kerf width
In metalworking, a nibbler's cutting action relies on the precise interaction between the punch and the die. The punch geometry, typically round or rectangular, directly dictates the kerf width, which is the exact width of the material removed during each stroke. Furthermore, the face angle configuration of the punch, whether flat or hollow-ground, determines how the tool shears through the metal, influencing both edge quality and the force required for the cut.
The die acts as the receiving matrix, matching the punch geometry to prevent material deformation and burr formation. While a flat punch face provides robust durability for heavy-duty cutting, an inclined face angle reduces the initial impact force, facilitating smoother navigation through tight curves. Round-punch configurations are ideal for intricate scrollwork and detail-oriented craftspeople, whereas rectangular setups suit high-speed, straight-line industrial operators requiring rapid sheet metal fabrication.
Die Wear Effects on Edge Finish and Tolerances
In sheet metal fabrication, the nibbler power tool relies on the precise interaction between a reciprocating punch and a stationary die. While both components experience significant stress, die wear is characterized by gradual edge radius degradation along the cutting shoulder. As this boundary rounds over time, the shearing mechanism shifts from a clean cut to a tensile tear, increasing the clearance between the tooling elements.
This degradation directly compromises the final edge finish, leading to heavy burr formation and localized material deformation. Furthermore, the loss of a sharp cutting edge alters the dimensional tolerance of the workpiece, often resulting in costly secondary finishing operations. Heavy-duty industrial fabricators require frequent die inspections to maintain strict tolerances, whereas general roofing installers typically prioritize punch durability for rapid, less-precise utility cuts.
Synchronizing Stroke and Feed to Prevent Material Deformation
In sheet metal fabrication, a nibbler operates via a rapid reciprocating punch entering a stationary die. Achieving a clean, distortion-free cut relies on coordinating the stroke frequency with the operator's feed rate. If the feed rate is too fast for the stroke speed, the punch collides with uncut material, causing edge deformation and tool wear. A synchronized, steady feed ensures the punch cleanly shears a series of overlapping micro-cuts, maintaining the structural integrity of the workpiece.
The punch acts as the active cutting element under compressive stress, while the die supports the material to prevent bending. High-speed, heavy-duty punches are ideal for industrial fabricators cutting thick steel plate, whereas specialized, low-profile dies are suited for precision technicians working with intricate, corrugated profiles.
Workpiece Strength Limits on Tooling Capacity
A nibbler operates through a rapid shearing action where the interaction between the punch and die cuts the workpiece. The mechanical limits of the tooling are strictly dictated by the yield strength and ultimate shear strength of the target metal. High-yield materials, such as stainless steel, demand substantial force to transition from elastic deformation to plastic failure. When a workpiece's shear strength exceeds the specified capacity of the tooling, the punch experiences accelerated wear or catastrophic fracture, while the die faces severe edge deformation.
Managing these mechanical forces requires a clear understanding of component roles. The moving punch delivers the high-pressure compressive force to shear the metal, while the stationary die provides the essential counter-resistance to ensure a clean, burr-free edge. Industrial fabricators working with high-tensile alloy plates require heavy-duty, carbide-coated punches designed to withstand extreme yield resistance, whereas light-gauge HVAC technicians rely on standard, easily replaceable dies for rapid, intricate maneuvering through softer materials.
Boundary lubrication application to reduce frictional heat and tool galling
A nibbler operates through the rapid linear motion of a punch against a stationary die. This high-frequency shearing action generates intense friction, which often leads to localized heat buildup and destructive tool galling. Applying boundary lubrication to these components is essential, as it forms a microscopic protective barrier that prevents direct metal-to-metal contact, significantly reducing thermal expansion and extending the operational lifespan of both parts.
While the punch bears the direct impact of the cutting force, the die supports the workpiece and maintains alignment. Ensuring proper boundary lubrication minimizes wear on the punch's cutting edge and prevents material welding within the die cavity. Heavy-duty metal fabricators requiring rapid, straight-line cutting benefit most from robust punches, whereas detail-oriented technicians executing intricate, curved templates rely on high-precision dies.
Preventing Tool Failure Through Slug Clearance and Ejection
In high-speed metal fabrication, the operational relationship between the nibbler punch and the die block relies heavily on efficient waste management. The stationary die block must feature a tapered relief angle and dedicated clearance channels to facilitate continuous, gravity-assisted slug ejection. Without these precise evacuation pathways, micro-slugs quickly compact inside the die chamber, creating immense backpressure that leads to catastrophic punch fracture or tool housing failure.
To mitigate this risk, advanced punches often incorporate mechanical ejector pins or specialized tip geometries to actively force debris through the die's clearance zone. Heavy-duty industrial fabricators requiring continuous, high-volume sheet metal cutting benefit most from active ejector-pin punches, whereas onsite maintenance technicians performing intermittent, intricate profile shaping are best suited to standard clearance die configurations.
Leave a comment