
Metal fabricators often struggle with material distortion and heat-affected zones when attempting precise, intricate cuts in thin-gauge sheet metal. While standard workshop solutions like angle grinders, shears, and band saws are common defaults, they frequently introduce thermal stress or structural deformation to the workpiece. This is where the reciprocating punch nibbler excels; it grants operators the unique capability to produce burr-free, cold-cut edges along complex profiles without warping the metal.
However, utilizing this tool effectively involves key technical stipulations, such as managing the continuous discharge of sharp, crescent-shaped waste chips and adhering to specific material thickness limits. When applied to demanding projects-such as cutting corrugated roofing or fabricating custom HVAC ductwork-the nibbler offers unmatched on-site maneuverability.
This article compares the reciprocating punch nibbler directly with industrial laser cutters, analyzing their precision, operational costs, and workflow integration to help you select the optimal tool for your fabrication needs.
| Factor | Summary |
|---|---|
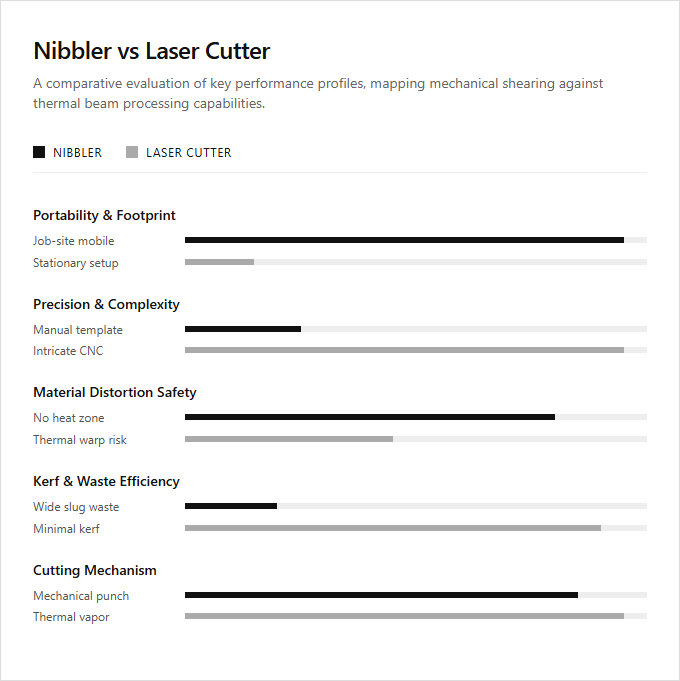
| Cutting Mechanism | A nibbler utilizes a rapid punch-and-die mechanical shearing process to cut sheet metal, whereas a laser cutter relies on a high-energy focused thermal beam to vaporize material. |
| Material Distortion | Nibblers avoid creating a heat-affected zone but can cause minor mechanical edge deformation, while laser cutters eliminate physical force but can induce thermal warping on thin substrates. |
| Kerf and Waste | Nibblers generate significant waste in the form of crescent-shaped metal slugs due to a wide cutting path, whereas laser cutters minimize material loss with an exceptionally narrow kerf. |
| Precision and Complexity | Laser cutters achieve superior dimensional accuracy and can execute intricate CNC vector paths, while handheld nibblers are limited to simpler profiles and manual template guiding. |
| Portability and Footprint | The handheld pneumatic or electric nibbler provides excellent job-site portability, contrasting sharply with the massive stationary footprint and complex optical calibration of industrial laser systems. |
Punch Nibblers: The HAZ-Free Alternative to Lasers
When fabricating sheet metal, selecting the correct cutting method is critical for maintaining material integrity. Laser cutters utilize high-temperature thermal energy to melt workpiece paths, which inevitably creates a Heat-Affected Zone (HAZ) that can alter metal properties and cause warping. Reciprocating punch nibblers rely on a cold, mechanical shearing process instead. By rapidly punching out small, overlapping metal nests, nibblers entirely eliminate HAZ, preserving the original metallurgical structure of the sheet without thermal distortion.
This mechanical action also prevents material discoloration and reduces the need for secondary edge finishing. Laser cutters are ideal for stationary industrial operators requiring automated, high-speed precision on complex geometries, while hand-held nibblers are best suited for on-site contractors and custom fabricators who need portable, distortion-free cutting of pre-finished or heat-sensitive metals.
Edge Quality: Nibbling vs. Laser Cutting
When selecting sheet metal fabrication equipment, the choice between a nibbler and a laser cutter depends heavily on the required edge quality and precision. A nibbler operates by rapidly punching out overlapping metal slugs. This mechanical shearing process inherently produces a distinct scalloped edge along the cut path, which often requires secondary finishing for seamless applications.
Laser cutting relies on a highly focused thermal beam to melt or vaporize material. This non-contact method achieves a narrow, continuous kerf width with exceptional dimensional accuracy, resulting in a smooth, burr-free edge profile directly from the machine.
Nibblers are ideal for on-site roofing contractors needing portable, distortion-free cuts on corrugated sheets, while laser cutters are suited for precision engineers requiring intricate geometries and pristine edge finishes.
Laser Cutting Avoids Punching-Induced Mechanical Stress
When evaluating sheet metal fabrication, the choice between a mechanical nibbler and a laser cutter depends on the required material integrity. A nibbler operates via a high-speed punching process that physically shears the metal. This mechanical action induces localized stress and potential work hardening along the cut edge, which can alter the material's structural properties.
Laser cutting avoids this deformation by utilizing a non-contact thermal process to melt the material, leaving the edges free of mechanical strain. Portable nibblers are ideal for field technicians and roofers requiring maneuverable tools for manual, on-site adjustments, whereas laser cutters are best suited for precision manufacturers demanding highly automated, stress-free production finishes.
Laser Cutting Enables Tighter Nesting Than Nibbler Dies
When evaluating sheet metal fabrication methods, material utilization remains a critical efficiency metric. Laser cutting systems excel in maximizing material yield because the non-contact thermal beam facilitates exceptionally tight nesting layouts. Since the laser operates with a microscopic kerf, parts can be nested with minimal skeleton web width between them. In contrast, a mechanical nibbler relies on a physical punch and die mechanism that requires a substantial clearance margin, resulting in wider scrap webs and increased material waste.
These distinct operating principles dictate the ideal applications for each technology. High-volume manufacturers requiring intricate geometries and maximum material cost-efficiency benefit most from the advanced nesting capabilities of laser cutting, whereas on-site contractors and field technicians find the portable, manual operation of the nibbler indispensable for rapid, flexible modifications on the job site.
Nibblers Cut Reflective Alloys Without Laser Risks
When fabricators process highly reflective alloys like aluminum, brass, or copper, the choice of cutting technology significantly impacts operational safety. Fiber laser cutters, while highly precise, face operational limitations with these materials due to the risk of optical back-reflection damaging the delicate fiber laser resonators. Reciprocating nibblers easily process highly reflective alloys without the risk of optical back-reflection inherent in fiber laser resonators, offering a reliable mechanical alternative.
This rapid mechanical punching method ensures clean cuts without introducing heat-affected zones or thermal distortion. Field technicians and custom metal fabricators working extensively with diverse, reflective alloys on-site are ideal candidates for the portable nibbler, whereas high-volume industrial manufacturers requiring rapid, intricate, and automated profiling of standard sheets are best suited for stationary laser cutters.
Key Edge Quality Factors in Nibbler and Laser Cutting
Selecting the optimal metal fabrication method requires a clear understanding of the mechanical factors that influence edge quality. For nibbler power tools, maintaining a clean cut depends heavily on managing tool wear and optimizing the clearance between the punch and die. In contrast, laser cutting relies on thermal processes where the final edge quality is dictated by precise assist gas pressure and exact nozzle alignment.
These distinct operational mechanics make each tool suited for specific environments and users. Nibblers are ideal for on-site contractors and HVAC installers requiring portable, distortion-free cutting of corrugated sheets, whereas laser cutters are best suited for industrial manufacturers and precision engineers who demand automated, high-speed execution of highly intricate geometries.
Laser Flexibility vs. Nibbler Stroke Limits
When evaluating sheet metal fabrication methods, laser cutters offer unmatched adaptability for intricate designs. Laser systems handle complex contoured geometries with infinite path flexibility, allowing operators to execute highly detailed cuts without the constraints of physical tooling shapes. This CNC-driven thermal process ensures clean edges and high repeatability across diverse production runs.
In comparison, nibbler power tools operate through a rapid mechanical punching action. While effective for linear cuts and basic profiles, nibbler throughput is constrained by maximum strokes per minute (SPM). This physical cycle rate limits how quickly the tool can advance through the material, making intricate or highly curved paths less efficient to execute.
Laser systems are suited for high-precision industrial manufacturers focusing on complex, large-scale production, while portable nibblers are ideal for field installation technicians and contractors requiring maneuverable, on-the-go cutting tools.
Leave a comment