Achieving flawless execution on a drill press is a persistent challenge, often leaving operators frustrated by misaligned entry points and ruined workpieces due to inconsistent bore depths. To resolve these accuracy issues, shop managers typically look to standard equipment funding sources and capital budgets to invest in entirely new, heavy-duty machinery.
However, optimizing your current machine's built-in features grants immediate, industrial-grade accuracy without the need for additional capital. This optimization is highly effective, subject to the logical stipulation that your drill press table is perfectly squared and the spindle is free of runout. For example, utilizing the mechanical depth stop for repetitive mortising is an excellent way to guarantee identical, repeatable depths across a production run.
This article will contrast the visual alignment of laser guides against the physical limits of mechanical depth stops, analyzing how each mechanism enhances spindle stroke control and lateral positioning.
| Factor | Summary |
|---|---|
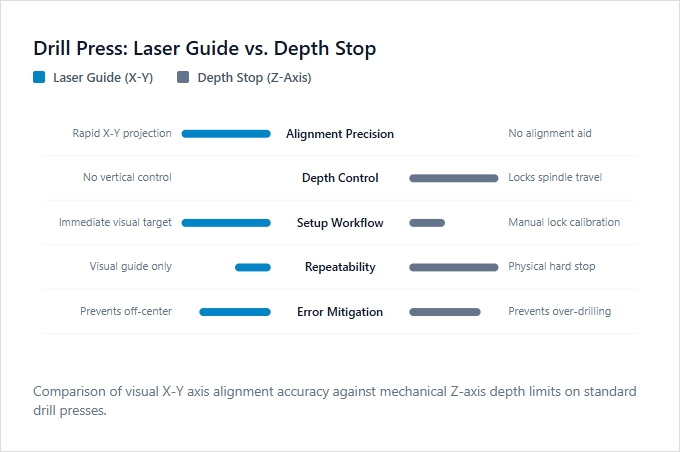
| Alignment Precision | Laser guides project intersecting optical lines for rapid X-Y axis workpiece positioning, whereas depth stops offer no horizontal alignment assistance. |
| Depth Control | Depth stops mechanically restrict the spindle's Z-axis quill travel to ensure consistent blind-hole depth, which laser guides cannot control. |
| Setup Workflow | Laser guides allow immediate visual targeting of the drill point, while depth stops require manual calibration using a graduated scale and lock nuts. |
| Repeatability | The depth stop guarantees identical physical limits for consecutive drilling cycles, whereas a laser guide only aids in repetitive visual placement. |
| Error Mitigation | Laser guides help prevent off-center entry errors due to parallax, while depth stops prevent workpiece damage from over-penetration. |
Crosshair projection alignment for rapid X-Y axis workpiece positioning
A drill press equipped with a laser guide projects a precise crosshair onto the workpiece, allowing operators to rapidly align the target mark on both the X and Y axes without lowering the spindle. This visual projection system accelerates setup times during high-volume or varied drilling tasks by eliminating manual test-fitting.
In contrast, a physical depth stop regulates the Z-axis plunge, ensuring consistent hole depths across repetitive operations but offering no assistance in horizontal workpiece positioning. While the laser guide streamlines the initial X-Y axis layout, the depth stop secures mechanical uniformity once drilling begins.
Laser guides are best suited for custom fabricators requiring rapid, varied setups on diverse workpieces, whereas depth stops are essential for production woodworkers or machinists executing highly repetitive, uniform-depth drilling runs.
Mechanical repeatability of the spindle stroke via threaded-rod positive stops
When configuring a drill press for high-precision tasks, the choice between a laser guide and a mechanical depth stop involves prioritizing visual alignment versus physical repeatability. The threaded-rod depth stop acts as a positive mechanical arrest, physically halting the spindle stroke at a precise, pre-determined point. This robust mechanical linkage eliminates human error during repeated operations, ensuring each hole is bored to an identical depth regardless of operator pressure or fatigue.
In contrast, a laser guide projects crosshairs onto the workpiece to accelerate initial positioning, though it offers no physical control over the plunge depth itself. Laser guides suit rapid-prototyping hobbyists prioritizing quick visual setups, while mechanical depth stops are indispensable for production machinists and woodworkers requiring exact, highly repetitive pocket depths.
Mitigation of parallax error inherent in optical laser diode calibration
When comparing drill press positioning systems, the laser guide offers rapid visual alignment but remains inherently susceptible to parallax error. This optical distortion occurs when the laser diode calibration deviates from the true spindle axis or when workpiece thickness changes. Mitigating this error requires meticulous, multi-axis recalibration of the diodes and maintaining a strictly perpendicular line of sight during operation.
In contrast, a physical depth stop completely bypasses optical calibration issues by mechanically restricting spindle travel, ensuring absolute vertical consistency. Production-oriented operators prioritizing rapid, approximate alignment benefit most from laser guides, while precision machinists requiring absolute, repeatable depth accuracy rely on mechanical depth stops.
Z-axis limit control for precise blind-hole depth during quill travel
When executing precise blind-hole drilling, understanding the distinction between a drill press laser guide and a mechanical depth stop is critical. While a laser guide projects a crosshair to indicate the entry point on the X and Y axes, it offers no physical restriction or active feedback regarding Z-axis depth during quill travel. In contrast, the depth stop acts as a positive mechanical limit, stopping the spindle's downward movement at a predetermined point to guarantee uniform hole depth across multiple workpieces.
Achieving consistent depth control relies entirely on the rigidity of the depth stop assembly rather than visual indicators. Laser guides are best suited for operators focused on rapid, general-purpose alignment where visual positioning is paramount, whereas mechanical depth stops are essential for precision-oriented machinists and woodworkers executing repetitive, high-tolerance production runs.
Workpiece indexing efficiency compared to tactile physical referencing
Laser guides project intersecting lines onto the workpiece, offering rapid visual indexing that streamlines alignment. This optical method maximizes setup efficiency during varied drilling operations by eliminating the need to lower the spindle to verify the entry point. The system relies entirely on visual confirmation, which prioritizes layout speed over physical resistance.
A mechanical depth stop provides a robust tactile reference that guarantees repeatable depth consistency. By physically arresting the quill's travel at a precise limit, this hardware-based approach ensures strict adherence to dimensional tolerances regardless of operator sightlines. Visual lasers suit rapid, surface-level positioning for hobbyists and general woodworkers, whereas mechanical depth stops are indispensable for precision machinists requiring strict, repetitive depth control.
Micrometer collar adjustments preventing axial deflection under heavy load
A drill press requires both positioning accuracy and structural rigidity during demanding operations. While laser guides project crosshairs for rapid spindle alignment, they offer no resistance to physical forces. In contrast, a mechanical depth stop equipped with a micrometer collar provides a rigid physical boundary. This threaded collar system prevents axial deflection under heavy downward load, ensuring the quill halts at the exact pre-set limit without flexing the cast-iron head assembly.
Laser systems excel in visual placement but fail to mitigate the mechanical stress of deep-hole boring. Threaded depth stops absorb high thrust forces, maintaining micro-scale accuracy across dense materials. Laser guides are ideal for general hobbyists prioritizing rapid setups on light materials, whereas micrometer depth stops are suited for precision machinists requiring absolute repeatability under heavy workloads.
Dual-axis registration combining optical targeting with mechanical depth constraint
Achieving maximum precision on a drill press requires absolute control over both horizontal positioning and vertical travel. The integration of an optical laser guide and a mechanical depth stop creates a highly efficient dual-axis registration system. The laser guide projects a precise crosshair to establish visual X-Y coordinate targeting, while the physical depth stop constrains the Z-axis plunge. Together, these systems eliminate guesswork, ensuring that the spindle descends exactly on the marked point and stops precisely at the predetermined depth.
Utilizing these features effectively depends on the specific project demands and the operator's workflow. Laser guides are ideal for production-oriented operators requiring rapid visual alignment on varied workpieces, while mechanical depth stops are essential for precision woodworkers and machinists executing repetitive, high-tolerance blind holes and joinery.
Leave a comment