
Achieving consistent dimensional accuracy on CNC milling machine axes is a persistent challenge for machinists, who frequently battle lost steps, resonance, and positioning drift during complex operations. While standard capital equipment budgets often lead facilities to rely on default, off-the-shelf factory drive configurations, optimizing this critical axis architecture requires a strategic evaluation of motion control.
Selecting the correct motor technology grants manufacturing operations the ability to dramatically increase throughput while maintaining micron-level tolerances. However, as an educational stipulation, these performance gains are strictly contingent upon correct mechanical integration and coupling rigidity. For example, while cost-effective NEMA 34 stepper motors excel in high-torque holding applications, brushless AC servo systems utilize closed-loop feedback to prevent positioning errors under heavy cutting loads.
This article will compare servo and stepper motors across critical parameters-analyzing torque-speed curves, feedback mechanisms, and cost-to-performance ratios-to help you optimize your CNC milling precision.
| Factor | Summary |
|---|---|
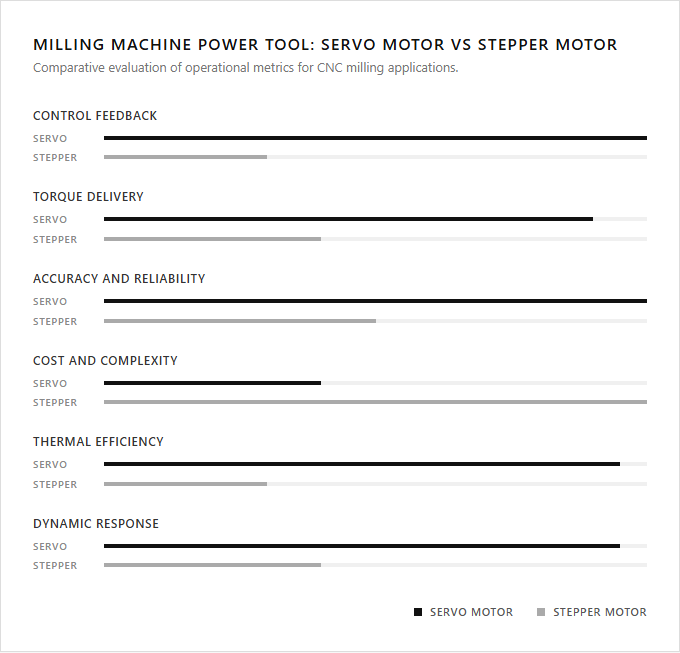
| Control Feedback | Servo motors utilize a closed-loop feedback system with optical encoders to constantly correct positioning errors, whereas stepper motors operate on an open-loop system without real-time position verification. |
| Torque Delivery | Stepper motors deliver high holding torque at low speeds but experience significant torque roll-off at higher RPMs, while servo motors maintain consistent torque across their entire speed range. |
| Accuracy and Reliability | Servo motors eliminate the risk of lost steps during heavy milling passes by using continuous encoder feedback, whereas stepper motors can lose synchronization when cutting forces exceed their holding torque. |
| Cost and Complexity | Stepper systems offer a highly cost-effective and simple plug-and-play setup, whereas servo systems require expensive servo drives and complex PID parameter tuning. |
| Thermal Efficiency | Servo motors draw electrical current dynamically based on the actual cutting load to minimize heat generation, while stepper motors draw maximum current constantly, resulting in high motor operating temperatures. |
| Dynamic Response | Servo motors feature a high torque-to-inertia ratio that allows for rapid acceleration and quick adjustments to toolpath changes, whereas stepper motors are limited by rotor inertia and susceptibility to resonance. |
Closed-loop encoder feedback vs open-loop step loss prevention
When selecting a drive system for a CNC milling machine, the choice between stepper and servo motors defines the machine's precision and reliability. Standard stepper motors operate on an open-loop system, executing positional commands without verifying the actual physical movement. While cost-effective, this open-loop design lacks a mechanism to detect or correct for missed steps under heavy cutting loads, which can lead to dimensional errors in the workpiece.
In contrast, servo motors utilize a closed-loop system integrated with continuous encoder feedback. This encoder constantly monitors the shaft's actual position and sends real-time data back to the controller, allowing the system to instantly correct any positional deviations. This feedback loop eliminates the risk of step loss and ensures consistent accuracy under varying torque demands.
Open-loop stepper systems are ideal for budget-conscious hobbyists prioritizing simplicity, whereas closed-loop servo systems are best suited for industrial professionals demanding high-speed precision and fail-safe reliability.
Torque retention curve at high rotational speeds
When configuring a milling machine, understanding the torque retention curve at high rotational speeds is crucial for performance. Stepper motors deliver excellent holding torque at low speeds, but their torque retention drops off sharply as rotational speed increases. This steep decline occurs because the motor's inductance prevents the winding current from reaching its full potential during rapid switching, limiting high-speed cutting capacity.
In contrast, servo motors maintain a nearly flat torque curve across their entire operational range. They provide consistent, dependable power even at elevated revolutions per minute, utilizing closed-loop feedback to dynamically adjust current and overcome resistance without losing synchronization.
Stepper motors are highly suitable for budget-conscious hobbyists performing low-speed, high-precision engraving, while servo motors are ideal for industrial machinists who require high-throughput production and uninterrupted power at high feed rates.
Rotary encoder resolution versus microstepping interpolation limits
In precision CNC milling, the choice between servo and stepper motors centers on positioning accuracy under dynamic cutting loads. Servo motors employ high-resolution closed-loop rotary encoders, often exceeding 20,000 counts per revolution, to continuously monitor and correct the actual position of the mill axes. Conversely, stepper motors rely on open-loop microstepping to interpolate positions between physical steps. While microstepping offers theoretical high resolution, it suffers from a steep decline in incremental torque, meaning external cutting forces can easily cause undetected positioning drift.
Servos maintain flat torque curves and active error correction, ensuring rigidity during heavy machining. High-production industrial machinists demanding relentless accuracy under heavy loads require servo systems, whereas budget-conscious hobbyists and rapid-prototyping shops are well-suited to the simplicity of stepper motors.
PID tuning parameter optimization for resonance damping
In CNC milling machines, managing resonance is critical for surface finish quality. Stepper motors typically operate on open-loop control, making them prone to mid-range resonance. Mitigating this oscillation requires precise current loop tuning and microstepping adjustments to damp natural frequencies. Closed-loop servo motors utilize active PID tuning, optimizing proportional, integral, and derivative gains alongside low-pass or notch filters to actively suppress mechanical resonance in real time.
Properly calibrating these parameters ensures high-speed stability and prevents tool chatter during heavy cuts. Stepper systems are best suited for budget-conscious hobbyists and prototyping shops prioritizing simplicity and cost-effective torque, while servo systems are ideal for industrial machinists and high-precision manufacturers requiring dynamic high-speed performance and automatic error correction.
Transient peak torque capability to prevent structural stalling
In heavy-duty milling operations, maintaining axis momentum under sudden load spikes is critical to prevent structural stalling. Servo motors excel in these high-demand scenarios due to their closed-loop feedback systems, which allow them to draw transient peak current and deliver torque far exceeding their continuous rating. This dynamic response ensures the machine maintains precise feed rates even when encountering hard inclusions or sudden increases in the depth of cut.
In contrast, stepper motors operate on an open-loop system where torque decreases rapidly as rotational speed increases. Lacking a transient peak reserve, a stepper motor will instantly stall and lose synchronization if the cutting force exceeds its holding torque limit. High-volume industrial machinists requiring uninterrupted high-speed precision under variable loads benefit most from servo systems, whereas budget-conscious hobbyists performing light, predictable cutting operations are well-suited to the simpler stepper motor.
Thermal dissipation and its effect on ball screw thermal expansion
In milling machine applications, stepper motors consistently draw maximum current to maintain holding torque, generating substantial heat even during idle periods. This thermal energy conducts directly into the machine frame and the ball screw assembly. The resulting temperature rise causes thermal expansion of the ball screw, leading to linear positioning errors and reduced machining accuracy over extended operational cycles.
In contrast, servo motors operate utilizing closed-loop feedback, drawing only the current necessary to meet the instantaneous load requirements. This efficient power consumption significantly reduces heat dissipation and stabilizes the temperature of the surrounding mechanical components. Minimizing thermal transfer to the ball screw prevents dimensional drift and ensures consistent, highly repeatable tool paths.
Stepper systems suit budget-conscious hobbyists and entry-level operators performing intermittent, low-tolerance tasks, while servo systems are ideal for high-precision industrial manufacturers requiring continuous, tight-tolerance production.
Dynamic bandwidth response and settling time during multi-axis interpolation
In multi-axis CNC milling, servo motors offer superior dynamic bandwidth response. Their closed-loop feedback systems continuously adjust for tracking errors, allowing for high-frequency corrections during complex interpolation pathways. This high bandwidth minimizes settling time, ensuring the cutting tool reaches its target position almost instantaneously without oscillation, which maintains tight tolerances during high-speed directional changes.
Stepper motors operate on open-loop control, which limits their dynamic bandwidth. Under sudden load changes or rapid multi-axis interpolation, steppers exhibit longer settling times as the rotor oscillates slightly before stabilizing at the commanded step. This inherent lag can lead to path deviation at high feed rates, restricting their use to lower-frequency dynamics.
Servo motors are ideal for high-precision industrial manufacturers requiring rapid throughput and complex geometry, while stepper motors are best suited for budget-conscious hobbyists and educators prioritizing simplicity and straightforward operation.
Leave a comment