
Machinists often face the frustrating challenge of premature tool failure and poor surface finishes on the milling machine, usually caused by inadequate chip clearance. To resolve this, operators typically resort to standard adjustments like increasing coolant flow or dialing back spindle speeds. However, mastering tool geometry-specifically flute selection-is what truly grants machinists the ability to dramatically optimize chip evacuation and maximize feed rates.
While a tool's performance is always stipulated by the specific material being cut, choosing the right configuration is critical. For example, a two-flute end mill prevents chip packing in soft materials like 6061 aluminum, whereas a four-flute tool delivers the rigidity needed for profiling alloy steels. In this article, we will analyze the core differences between two-flute and four-flute end mills, examine their impact on chip load, and provide actionable formulas to optimize your feed rates.
| Factor | Summary |
|---|---|
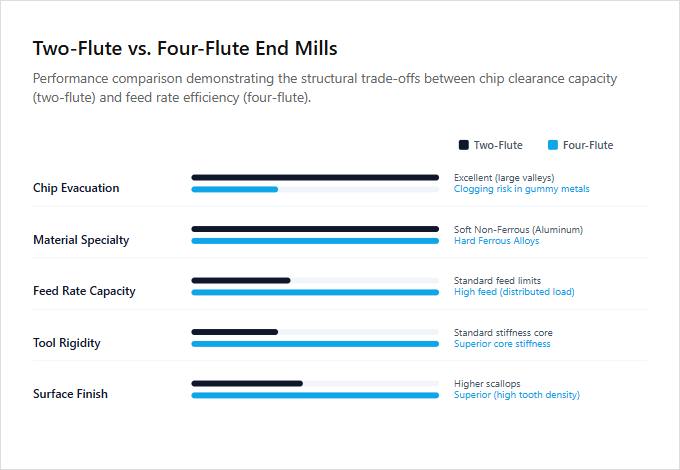
| Chip Evacuation | Two-flute end mills feature larger flute valleys that optimize chip evacuation in gummy materials, whereas four-flute options risk clogging. |
| Material Compatibility | Two-flute tools are ideal for soft non-ferrous materials like aluminum, while four-flute tools are preferred for harder ferrous alloys. |
| Feed Rate | Four-flute end mills allow for significantly higher feed rates because the chip load is distributed across more cutting edges. |
| Tool Rigidity | The larger core diameter of a four-flute end mill provides superior stiffness, which greatly reduces tool deflection during heavy cuts. |
| Surface Finish | Four-flute end mills yield a superior surface finish because the higher tooth density reduces scallop height during profiling. |
Flute valley volume and chip evacuation capacity in high-ductility materials
Two-flute end mills feature larger flute valley volumes, offering superior chip evacuation capacity. This expansive clearance space is critical when machining high-ductility materials such as aluminum or copper, where gummy, continuous chips can quickly clog the tool. The generous spacing prevents chip packing and minimizes localized heat buildup during deep slotting operations.
Four-flute end mills reduce individual flute valley volume to increase tool rigidity and core strength. This design allows for higher feed rates and better surface finishes, though it limits the evacuation path for high-ductility chips. Two-flute cutters are ideal for machinists processing soft, gummy alloys, while four-flute variants best serve operators demanding high precision and fine finishes on harder, ferrous metals.
Core Diameter and Tool Deflection Resistance
Two-flute and four-flute end mills differ significantly in structural rigidity, directly influencing their performance under radial loads. A two-flute end mill features a smaller core diameter to accommodate deeper flutes for chip evacuation, making the tool more susceptible to deflection when subjected to heavy radial forces. Conversely, a four-flute end mill possesses a much larger core diameter, providing substantial cross-sectional density that greatly increases resistance to bending or deflection during high-pressure machining.
This structural variance dictates distinct application paths for machinists. Two-flute cutters are ideal for operators working with soft, gummy materials like aluminum where maximum chip clearance is paramount, while four-flute variants are best suited for professionals machining harder steels and alloys requiring high surface finishes and minimal tool deflection.
Feed per tooth parameters and feed rate optimization calculations
Optimizing milling efficiency requires a precise understanding of flute geometry and its impact on feed rate calculations, defined by the formula where feed rate equals RPM multiplied by the number of teeth and the feed per tooth. Two-flute end mills feature larger chip valleys, allowing for a generous feed per tooth without clogging, which is essential for chip evacuation in soft materials. Four-flute end mills distribute the workload across more cutting edges, enabling a significantly higher table feed rate and superior surface finishes at comparable chip loads.
Selecting the ideal tool geometry depends heavily on the workpiece material and machine rigidity. Two-flute cutters are highly suitable for hobbyists and general machinists working with aluminum and soft plastics, while four-flute tools are optimal for industrial CNC professionals targeting high-precision finishes in steels and hard alloys.
Surface roughness average (Ra) and cutting edge engagement frequency
Selecting between two-flute and four-flute end mills requires analyzing cutting edge engagement frequency and its direct impact on surface roughness average (Ra). A four-flute end mill operates at a higher engagement frequency, distributing the workload across more edges per revolution. This reduces the chip load per tooth, lowering the Ra value to yield a superior surface finish. A two-flute end mill provides lower engagement frequency but offers larger chip pockets to prevent clogging in gummy materials.
Machinists focusing on high-speed slotting in non-ferrous metals like aluminum benefit most from two-flute end mills, whereas precision toolmakers requiring impeccable finishes on hard alloys are ideal candidates for four-flute designs.
Material removal rate (MRR) variations in slotting versus peripheral milling
In slotting operations, the choice between two-flute and four-flute end mills significantly impacts the Material Removal Rate (MRR). Two-flute end mills feature larger flute valleys, allowing for efficient chip evacuation when cutting deep channels where space is constrained. Using a four-flute end mill in slotting often leads to chip packing and tool breakage, which severely limits the safe MRR.
For peripheral milling, where chip clearance is less restrictive, four-flute end mills excel by offering higher feed rates and a superior surface finish, maximizing MRR through increased cutter engagement. Two-flute cutters are typically preferred by machinists working with non-ferrous materials like aluminum who require deep pocketing, while four-flute cutters are ideal for CNC programmers machining steel and harder alloys demanding high-precision finishing.
Helix angle dynamics and axial force distribution
Two-flute end mills feature a lower core density, allowing for larger flute valleys that facilitate rapid chip evacuation. The helix angle on these tools generates a moderate axial force, pulling the workpiece upward, which requires robust workholding but prevents clogging in softer, gummier materials. This design minimizes heat buildup during deep slotting operations.
Four-flute end mills offer increased core strength and a higher helix angle, distributing axial forces more evenly across multiple cutting edges. This configuration reduces vibration and produces a finer surface finish by generating a more continuous upward shearing action. Two-flute cutters are ideal for machinists working with aluminum or non-ferrous materials requiring heavy material removal, while four-flute variants are best suited for operators machining harder steels and requiring high-precision finishing.
Harmonic chatter susceptibility and tool engagement resonance
Two-flute and four-flute end mills exhibit distinct behaviors regarding harmonic chatter and tool engagement resonance due to their differing geometries. Two-flute end mills, with larger chip valleys, have lower natural stiffness, which alters the tool's resonant frequency. The wider spacing between cutting edge engagements reduces the likelihood of regenerative chatter in deep slots. Four-flute cutters offer increased rigidity, shifting the natural frequency of the tool assembly higher and dampening deflection during peripheral milling.
The higher frequency of tooth engagement in four-flute designs can still trigger resonance if the spindle speed harmonics align with the machine's structural weaknesses. Machinists must calculate precise feed rates to avoid this vibrational synchronization. Two-flute end mills are ideal for operators prioritizing high-volume chip evacuation in soft alloys, whereas four-flute options are best suited for precision machinists requiring fine finishes on rigid, ferrous materials.
Leave a comment