For many machinists and fabricators, few workshop disruptions are as frustrating as a drill bit slipping inside a drill press spindle, which frequently ruins expensive workpieces and stalls production. While operators typically rely on standard OEM chuck configurations provided with their initial tooling packages, these default setups often fail to meet the rigorous demands of high-torque operations.
Optimizing this interface is vital, as selecting the correct chuck mechanism grants superior rotational stability and maximum grip torque. However, a key stipulation remains: no chuck can compensate for incorrect spindle speeds or improper feed rates. For example, executing heavy-duty metal drilling with a traditional Jacobs keyed chuck requires a vastly different torque threshold than high-speed woodworking tasks.
Below, we examine the mechanical advantages of keyed versus keyless chucks, evaluate their torque limits, and provide a guide to selecting the ideal spindle configuration for your operations.
| Factor | Summary |
|---|---|
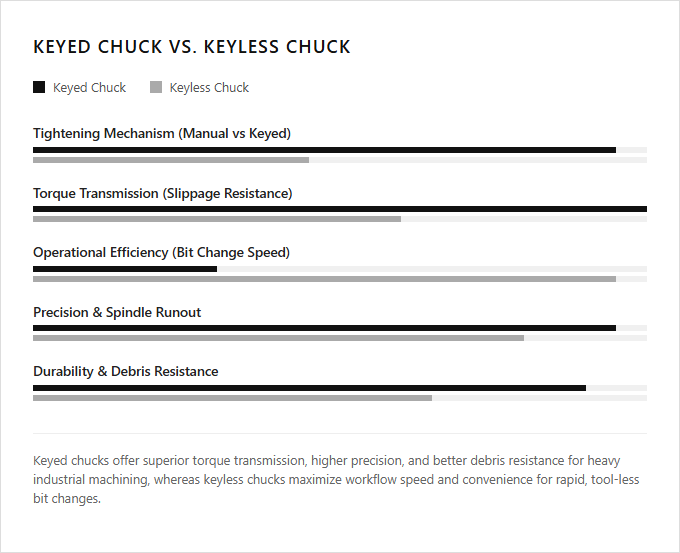
| Tightening Mechanism | Keyed chucks utilize a geared chuck key to mechanically tighten the jaws, whereas keyless chucks rely on manual rotation of the outer sleeve to compress the internal chuck jaws. |
| Torque Transmission | Keyed chucks deliver superior mechanical advantage to prevent shank slippage during high-torque applications, while keyless chucks are prone to slipping under extreme torsional loads. |
| Operational Efficiency | Keyless chucks allow for rapid tool-less bit changes that minimize downtime, whereas keyed chucks require manual key engagement which slows down the workflow. |
| Runout and Precision | Keyed chucks typically maintain higher concentricity and lower spindle runout for heavy industrial machining, whereas standard keyless chucks may exhibit slight tolerance deviations. |
| Durability and Debris Resistance | The robust, simple design of keyed chucks resists dust and metal shavings, whereas the intricate internal bearings of keyless chucks are more vulnerable to debris contamination. |
Bevel gear pinion mechanical advantage for maximizing static clamping force
A drill press keyed chuck utilizes a bevel gear pinion system to maximize static clamping force. When the chuck key is rotated, the pinion gear meshes with the bevel gear on the chuck sleeve, creating a high mechanical advantage. This leverage translates rotational torque into immense linear gripping force on the drill bit shank, effectively preventing slippage under heavy torque loads.
Keyless chucks rely on hand-tightening, which lacks this geared mechanical advantage and is more susceptible to bit slippage during heavy-duty operations. Industrial machinists requiring maximum grip for rigorous metalwork benefit most from the keyed design, while hobbyists performing rapid bit changes in softer materials find the keyless design more suitable.
Operational torsional load triggering keyless self-tightening mechanisms
Keyed chucks rely on manual mechanical leverage via a geared key to secure bits, offering high static retention. In contrast, keyless chucks designed for drill presses often incorporate an internal self-tightening mechanism. When the drill press encounters operational torsional load-the rotational resistance met when cutting through material-this force triggers the chuck's internal geometry to constrict further. The resistance itself drives the jaws tighter around the shank, effectively preventing slippage during heavy drilling cycles.
This dynamic tightening ensures that keyless systems maintain a secure grip during high-torque operations without requiring manual over-tightening. Traditional keyed chucks, however, remain immune to vibrational loosening during reverse operations or specialized milling. Heavy-duty industrial operators requiring maximum security against slippage prefer keyed chucks, whereas high-production professionals seeking rapid bit changes utilize keyless chucks.
Rotational slippage prevention to mitigate tool shank galling
In high-torque drill press operations, preventing rotational slippage is critical to mitigating tool shank galling. Keyed chucks utilize a mechanical key to deliver superior clamping force, physically locking the jaws onto the bit. This high-pressure engagement prevents the drill bit from spinning within the chuck under heavy loads, safeguarding both the accessory shank and the chuck jaws from frictional wear and scoring.
Keyless chucks rely on hand-tightening torque, often supplemented by an internal ratcheting mechanism. While modern keyless designs offer speed, they are more prone to slippage during aggressive drilling in dense materials, which can lead to permanent shank damage. Keyed chucks are highly suited for industrial machinists performing heavy-duty fabrication, whereas keyless chucks are ideal for general maintenance workers and hobbyists prioritizing rapid tool changes.
Radial runout and concentricity tolerances under axial load
In drill press applications, the choice between keyed and keyless chucks directly impacts machining precision. Keyed chucks utilize a mechanical key to provide maximum gripping leverage, securing the drill shank firmly against high axial loads. This robust locking mechanism minimizes radial runout and preserves strict concentricity tolerances during heavy drilling operations. Keyless chucks rely on hand-tightening torque, which can allow subtle bit slippage and increased runout under intense downward force.
Selecting the appropriate chuck depends on your specific workflow and tolerance requirements. Keyed chucks are ideal for industrial machinists executing heavy-duty metalworking that demands absolute precision, while keyless chucks are best suited for woodworkers and general fabricators who prioritize rapid bit changes over extreme load capacities.
Three-jaw engagement geometry optimizing contact area for torque transfer
The choice between keyed and keyless drill press chucks centers on how the three-jaw engagement geometry optimizes contact area for torque transfer. In a keyed chuck, the mechanical leverage of the key forces the three jaws to grip the bit shank with maximum pressure, securing complete surface-to-surface contact that prevents slippage under high resistance. Keyless chucks rely on manual tightening, which can slightly reduce the ultimate clamping force despite utilizing the same self-centering three-jaw geometry.
While keyless designs offer rapid bit changes, they can suffer from jaw slippage during high-torque, large-diameter drilling operations where maintaining contact area integrity is critical. Keyed chucks are highly suited for industrial machinists executing heavy-duty metal fabrication, whereas keyless chucks are ideal for woodworkers and hobbyists requiring frequent, tool-free bit changes.
Spindle vibration harmonics and retention lock security
Keyed chucks excel in high-torque drill press applications due to their superior retention lock security. The manual key mechanism applies immense mechanical leverage, physically locking the jaws to prevent bit slippage under heavy axial loads. Furthermore, the dense, symmetrical construction of a keyed chuck minimizes spindle vibration harmonics, reducing resonance and maintaining tight runout tolerances during high-speed metal drilling.
Conversely, keyless chucks trade some retention security for operational speed. The multi-component internal collar can introduce subtle rotational imbalances, which sometimes amplify spindle vibration harmonics at high RPMs. While high-end keyless models feature supplemental tension locks, they lack the absolute mechanical clamping force of a keyed system under extreme resistance. Keyed chucks are suited for industrial machinists performing heavy-duty metal fabrication, while keyless chucks are ideal for woodworkers and utility operators prioritizing rapid tooling changes.
Frictional coefficient thresholds of hardened jaw face interfaces
In drill press applications, the mechanical interface between the hardened jaw faces and the tool shank is governed by frictional coefficient thresholds. Keyed chucks utilize a geared scroll mechanism to deliver high manual torque, forcing the hardened jaws to compress tightly against the shank. This high mechanical advantage elevates the normal force, allowing the interface to exceed the static friction threshold required to prevent shank slippage during high-torque, large-diameter drilling operations.
Keyless chucks rely on hand-tightening torque or internal self-tightening mechanisms to achieve the necessary gripping force. While advanced keyless designs employ precision-ground, hardened jaw faces to optimize the contact area, they exhibit lower initial clamping forces compared to keyed systems. Exceeding the frictional coefficient threshold in a keyless chuck results in rotational slip, which can score the drill shank and degrade the jaw faces.
Industrial machinists performing heavy-duty, high-torque metal drilling are best served by the reliable retention of keyed chucks, while fabricators requiring rapid, tool-free bit changes for light-to-medium applications are ideal candidates for keyless chucks.
Leave a comment